以下是:7加7复合耐磨板定制的产品参数
| 产品参数 |
|---|
| 产品价格 | 2300 |
|---|
| 发货期限 | 含运费 |
|---|
| 供货总量 | 9000吨 |
|---|
| 运费说明 | 3天内 |
|---|
| 厂家 | 天津鑫铭耐磨材料 |
|---|
| 价格 | 8-10 |
|---|
| 是否定制 | 可以 |
|---|
| 是否切割 | 可以 |
|---|
| 运输 | 汽运,含运费 |
|---|
| 颜色 | 黑色 |
|---|
| 硬度 | 60-62HRC |
|---|
| 尺寸 | 1400*3400 |
|---|
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
|---|
7加7复合耐磨板定制,鑫铭万通商贸有限公司为您提供7加7复合耐磨板定制产品案例,联系人:李经理,电话:022-86658238、13752667388,QQ:46046714,发货地:天津北辰区北辰大厦4-1012发货到黑龙江省 绥化市 北林区、望奎县、兰西县、青冈县、庆安县、明水县、绥棱县、安达市、肇东市、海伦市。 黑龙江省,绥化市 绥化市,别称北团林子,黑龙江省辖地级市,满语安顺吉祥之意,绥化市位于黑龙江省中部,松嫩平原的呼兰河流域,东接林都伊春,南临省会哈尔滨,西靠油城大庆,北依口岸黑河,西北连鹤城齐齐哈尔。绥化市1885年建制,1999年12月撤地设市,幅员面积3.5万平方公里,辖三市、六县、一区,地貌特征“二山一水七分田”截至2022年末,绥化市常住人口363.0万人。
7加7复合耐磨板定制视频展示,产品更生动!让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
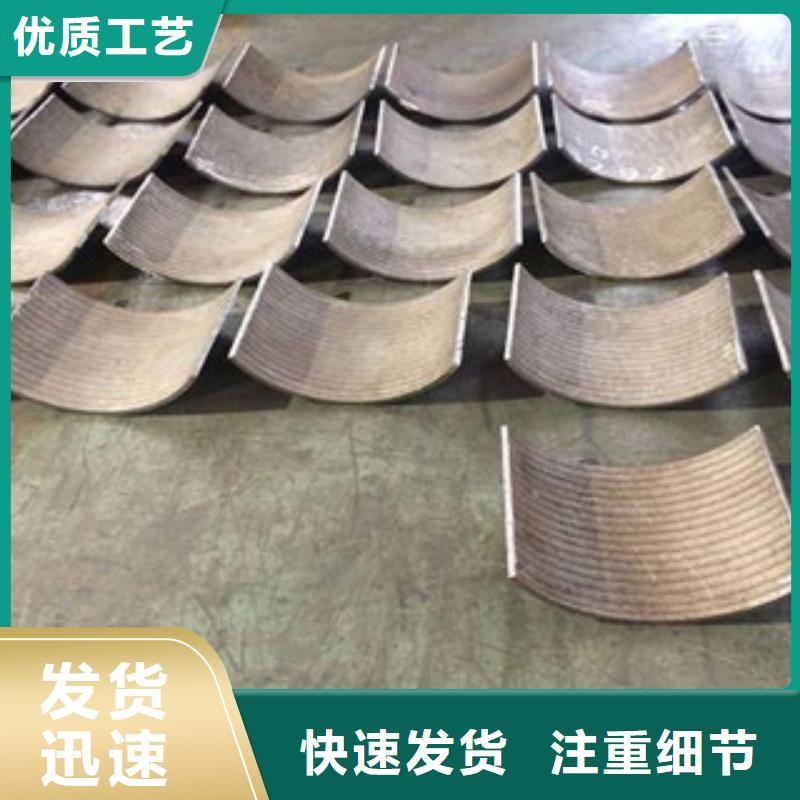
以下是:7加7复合耐磨板定制的图文介绍
电力、钢铁、化工企业磨损严重的地 方均可以用到复合耐磨板,水泥行业目前主要用于辊压机下料仓、V型选粉机机体、旋风筒、立磨导风叶片、挡风环、选选粉机转子、风机叶轮、输送管 道等;玻璃行业的料库存、料仓、混合机弧型衬板、螺旋推进器叶片等;电力、钢铁行业的落煤斗、落煤管、堆取料机落料斗等。
复合耐磨板的应用范围如下:
1、电力工业—风机叶片,燃烧器管线,输料槽和料斗内衬,破碎机部件,磨煤机部件,出灰管,空气处理系统和运输机;
2、 钢铁工业—料斗内衬,格栅,进料器及底座,翻斗车,料斗,管道,泵壳,破碎机部件,出渣槽,各种底盘,振动筛;
3、水泥工业—冲击盘,管道,泵壳,磨机内衬,破碎机零件,出渣槽,各种底盘,振动筛;
4、造纸工业—旋流器内衬,螺旋输送机,输料槽及漏斗,风机叶片,转换导管,过渡弯头;
5、采矿业—卡车货槽衬板,料斗内衬,输料槽内衬,破碎机部件,盖板,耐磨棒和耐磨板;
6、煤处理业—输料槽,料斗,破碎机零件和衬板,输煤管道,弯头,泵体。


③ 焊接电流不宜过大,采用快速焊接,直线运条。多层多道焊时控制好层间温度,防止过热。
④ Ni3.5%钢板厚度在25mm以上时,要在125℃以上预热,Ni9%钢不预热。
⑤ Ni3.5%钢和铁素体型双金属耐磨板当因板厚或其他因素产生焊接残余应力时,应考虑进行600~650℃的热处理;Ni9%钢和奥氏体双金属耐磨板焊后一般不进行应力热处理。
⑥ 减少应力集中。防止碰伤材料,若已碰伤应打磨修理;不得随意引弧,可在焊缝或坡口内引弧,但引弧处应重熔,填满弧坑;焊缝成形应良好,避免咬边;焊缝表面应圆滑向母材过渡;纵、环焊缝、接管、人孔处的角焊缝必须全焊透;当环缝不得不采用残留衬环进行单面焊时,应特别注意衬环的装配质量,并在装到内壁上后,将衬环本身的对接焊缝全焊透;去除装配用定位铁和楔子后,留在焊件上的焊疤必须进行焊补并打磨光滑,还要进行MT检查,确认没有表面裂纹。返修焊补工艺的制定及施焊应特别严格控制,尽量避免大面积的焊补。



所以我公司提醒大家,在双金属耐磨板的生产过程中对温度一定要有严格的控制.正规厂家有很先进的控制技术,所以在生产的过程中可以实现对温度的控制要求,保证产品质量,所以我们需要购买正规厂家的双金属耐磨板。
复合耐磨板的制作
复合耐磨板,即双金属复层耐磨钢板,它是 大面积磨损工况使用的板材产品,是在普通钢板或耐热钢板、不锈钢板上堆焊形成以体积分数达到50%以上Cr7C3碳化物为主的合金耐磨层。耐磨钢板具有高耐磨性、耐冲击、可变形和可焊接等性能,可像钢板一样直接进行卷曲变形、切割和打孔等加工环节,加工成工程部件以满足磨损工矿投入使用。



鑫铭万通商贸有限公司配有标准的 黑龙江绥化锅炉管中心质检室,质检员经过专业检测中心培训,采用先进的 黑龙江绥化锅炉管检验设备,对 黑龙江绥化锅炉管产品的各项技术指标做出准确的分析,确保产品质量稳定、。


(4)预热和焊后热处理
①预热。因该钢在室温下的韧性很低,很容易在接头处产生裂纹。因此。采用同质焊接材料刚性较大的构件需进行预热,但温度不宜过高,取既能防止过热脆化,又能防止裂纹的 预热温度,一般为150~230℃。母材含铬量越高,板厚拘束度应力越大,预热温度也需适当提高。
②焊后热处理。对要求有耐蚀性的焊接结构,为使其接头组织均匀,提高塑性、韧性和耐蚀性,焊后一般需进行热处理。其温度在750~850℃之间,热处理中应快速通过370~540℃区间,应防475℃脆化,对于σ相析出脆化倾向大的钢种,应避免在550~820℃长期加热。
奥氏体焊接材料焊接时,可不进行预热和焊后热处理。为提高塑性,Cr25Ti、Cr28和Cr28Ti钢焊后也可进行热处理。



在黑龙江省绥化市采购7加7复合耐磨板定制请认准鑫铭万通商贸有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-13752667388,QQ:46046714,地址:北辰区北辰大厦4-1012)。