以下是:酸洗钝化钢管厂家的产品参数酸洗钝化钢管厂家,福仕达金属材料有限公司为您提供酸洗钝化钢管厂家的资讯,联系人:李经理,电话:15864906227、15864906227,QQ:762474178,发货地:开发区汇通物流园内发货到广东省 茂名市 茂南区、茂港区、电白区、高州市、化州市、信宜市。 广东省,茂名市 茂名地处粤港澳大湾区、北部湾城市群和海南自贸区三大经济区的交会处。茂名是全国重要的石油化工基地和能源基地,粤西综合性枢纽城市和沿海重要的港口;构建以东西滨海发展轴,南北中央发展轴,双中心四组团的城市发展新格局。茂名是一座拥有全地形特征的中国旅游城市;拥有滨海度假游、冼夫人文化游、潘茂名康养游、美丽乡村风情游、山地体育休闲游五大特色旅游板块;茂名是“三个代表”重要思想的发源地、“中国综合实力百强城市”“园林城市”“森林城市”“中国旅游城市”“中国月饼名城”。
想要更直观地感受酸洗钝化钢管厂家产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!以下是:酸洗钝化钢管厂家的图文介绍
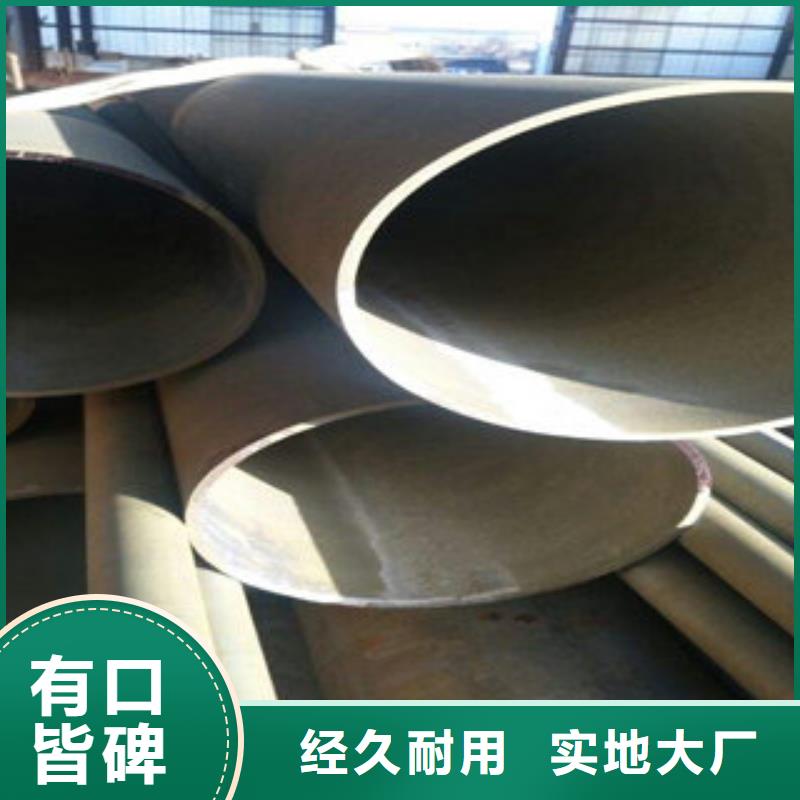
酸洗钝化无缝钢管工艺步骤酸洗处理产品特点优势:1:碳钢酸洗钝化液将酸洗和钝化合二为一,大大提高了劳动生产率2: 酸洗钝化液的使用和操作非常方便,槽洗浸泡使用中小型碳钢管件,或使毛刷刷涂或喷淋的方法进行操作, 清水冲洗即可3:使用温度5-30摄氏度,酸洗钝化5-15分钟左右即可达到酸洗效果。钝化,有时也称“酸洗”。金属由于介质的作用生成的腐蚀产物如果具有致密的结构,形成了一层薄膜(往往是看不见的),紧密覆盖在金属的表面,则改变了金属的表面状态,使金属的电极电位大大向正方向跃变,而成为耐蚀的钝态。如Fe→Fe++时标准电位为-0.44V,钝化后跃变到+0.5~1V,而显示出耐腐蚀的贵金属性能,这层薄膜就叫钝化膜,金属的钝化也可能是自发过程(如在金属的表面生成一层难溶解的化合物,即氧化物膜)。在工业上是用钝化剂(主要是氧化剂)对金属进行钝化处理,形成一层保护膜。
也可以选用褐色工业硫酸溶液,它含H2SO475%~78%(质量分数)。注意事项钢铁零件一般在10%~20%(体积)硫酸溶液中酸洗,温度为40℃。当溶液中含铁量超过80g/L,硫酸亚铁超过215g/L时,应更换酸洗液。常温下,用20%~80%(体积)的溶液对钢铁进行酸洗,不易发生过腐蚀和氢脆现象。由于酸对金属的腐蚀作用很大,需要添加缓蚀剂。清洗后金属表面成银白色,同时钝化表面,提高不锈钢抗腐蚀能力。采用浓度为5%~20%的硫酸水溶液,工件表面氧化皮和粘附盐类的工艺称为硫酸酸洗法。为了硅藻土载体表面吸附,减少色谱峰拖尾,载体在使用前需进行酸洗或碱洗处理。酸洗是把载体用6mol/L浸煮2h或浓加热浸煮30min。
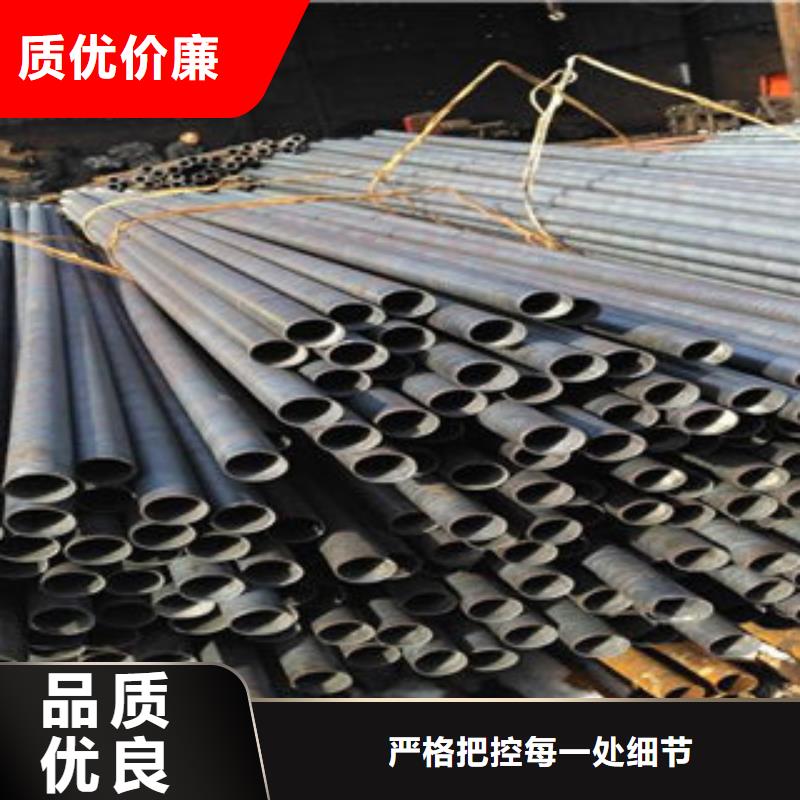
酸洗钝化无缝钢管加工酸洗钝化无缝管.酸洗磷化工艺流程:表面调整的目的,是促使磷化形成晶粒细致密实的磷化膜,以及提高磷化速度。表面调整剂主要有两类,一种是酸性表调剂,如草酸。另一种是胶体钛。两者的应用都非常普及,前者还兼备有除轻锈(工件运行过程中形成的"水锈"及"风锈")的作用。在磷化前处理工艺中,是否选用表面调整工序和选用那一种表调剂都是由工艺与磷化膜的要求来决定的。 一般原则是:涂漆前打底磷化、快速低温磷化需要表调。如果工件在进入磷化槽时,已经二次生锈,好采用酸性表调,但酸性表调只适合于≥50℃的中温磷化。一般中温锌钙系磷化不表调也行。磷化前预处理工艺是: 除油脂--水洗--酸洗--水洗--中和--表调--磷化 除油除锈"二合一"--水洗--中和--表调--磷化 除油脂--水洗--表调--磷化 中和一般就是0.2%~1.0%纯碱水溶液。在有些工艺中对重油脂工件,还增加预除油脂工序
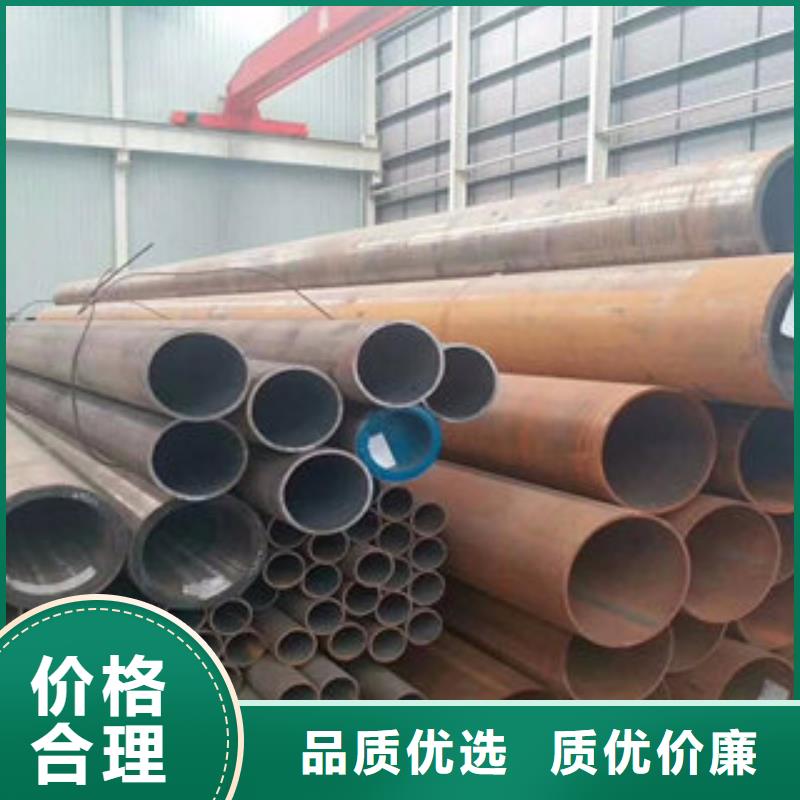
钝化是使金属表面转化为不易被氧化的状态,而延缓金属的腐蚀速度的方法。另外,一种活性金属或合金,其中化学活性大大降低,而成为贵金属状态的现象,也叫钝化。钝化无缝钢管,金属由于介质的作用生成的腐蚀产物如果具有致密的结构,形成了一层薄膜(往往是看不见的),紧密覆盖在金属的表面,则改变了金属的表面状态,使金属的电极电位大大向正方向跃变,而成为耐蚀的钝态。如Fe→Fe2+时标准电位为-0.44V,钝化后跃变到+0.5~1V,而显示出耐腐蚀的贵金属性能,这层薄膜就叫钝化膜。
金属的钝化也可能是自发过程(如在金属的表面生成一层难溶解的化合物,即氧化物膜)。在工业上是用钝化剂(主要是氧化剂)对金属进行钝化处理,形成一层保护膜。
广东茂名福仕达金属材料有限公司主营:广东茂名 精密钢管,等。 公司本着“品质保证,客户至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系,我们也热诚欢迎国内外客户来我司考察,参观及技术交流
酸洗磷化工艺流程:一、磷化前的预处理一般情况下, 磷化处理要求工件表面应是洁净的金属表面(二合一、三合一、四合一例外)。工件在磷化前必须进行除油脂、锈蚀物、氧化皮以及表面调整等预处理。特别是涂漆前打底用磷化还要求作表面调整,使金属表面具备一定的"活性",才能获得均匀、细致、密实的磷化膜,达到提高漆膜附着力和耐腐蚀性的要求。因此,磷化前处理是获得高质量磷化膜的基础。1 除油脂除油脂的目的在于掉工件表面的油脂、油污。包括机械法、化学法两类。机械法主要是:手工擦刷、喷砂抛丸、火焰灼烧等。化学法主要:溶剂清洗、酸性清洗剂清洗、强碱液清洗,低碱性清洗剂清洗。以下介绍化学法除油脂工艺。1.1 溶剂清洗溶剂法除油脂,一般是用非易燃的卤代烃蒸气法或乳化法。常见的是采用三氯乙烷、三氯乙烯、全氯乙烯蒸汽除油脂。蒸汽脱脂速度快,效率高,脱脂干净彻底,对各类油及脂的去除效果都非常好。在氯代烃中加入一定的乳化液,不管是浸泡还是喷淋效果都很好。由于氯代卤都有一定的毒性,汽化温度也较高,再者由于新型水基低碱性清洗剂的出现,溶剂蒸汽和乳液除油脂方法现在已经很少使用了。1.2 酸性清洗剂清洗酸性清洗剂除油脂是一种应用非常广泛的方法。它利用表面活性剂的乳化、润湿、渗透原理,并借助于酸腐蚀金属产生氢气的机械剥离作用,达到除油脂的目的。酸性清洗剂可在低温和中温下使用。低温一般只能除掉液态油,中温就可除掉油和脂,一般只适合于浸泡处理方式。酸性清洗剂主要由表面活性剂(如OP类非离子型活性剂、阴离子磺酸钠型)、普通无机酸、缓蚀剂三大部分组成。由于它兼备有除锈与除油脂双重功能,人们习惯称之为"二合一"处理液。盐酸、硫酸酸基的清洗剂应用为广泛,成本低,效率较高。但酸洗残留的Cl-、SO42-对工件的后腐蚀危害很大。而磷酸酸基没有腐蚀物残留的隐患,但磷酸成本较高,清洗效率低些。对于锌件,铝件一般不采用酸性清洗剂清洗,特别锌件在酸中的腐蚀极快。1.3强碱液清洗强碱液除油脂是一种传统的有效方法。它是利用强碱对植物油的皂化反应,形成溶于水的皂化物达到除油脂的目的。纯粹的强碱液只能皂化除掉植物油脂而不能除掉矿物油脂。因此人们通过在强碱液中加入表面活性剂,一般是磺酸类阴离子活性剂,利用表面活性剂的乳化作
在广东省茂名市采购酸洗钝化钢管厂家请认准福仕达金属材料有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-15864906227,QQ:762474178,地址:开发区汇通物流园内)。














