| 产品参数 | |
|---|---|
| 产品价格 | 650 |
| 发货期限 | 供方承担 |
| 供货总量 | 2000米 |
| 运费说明 | 当天发货 |
| 产地 | 河南洛阳 |
| 衬里材质 | 优质橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 规格型号 | 支持定制 |
| 连接方式 | 法兰连接 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |


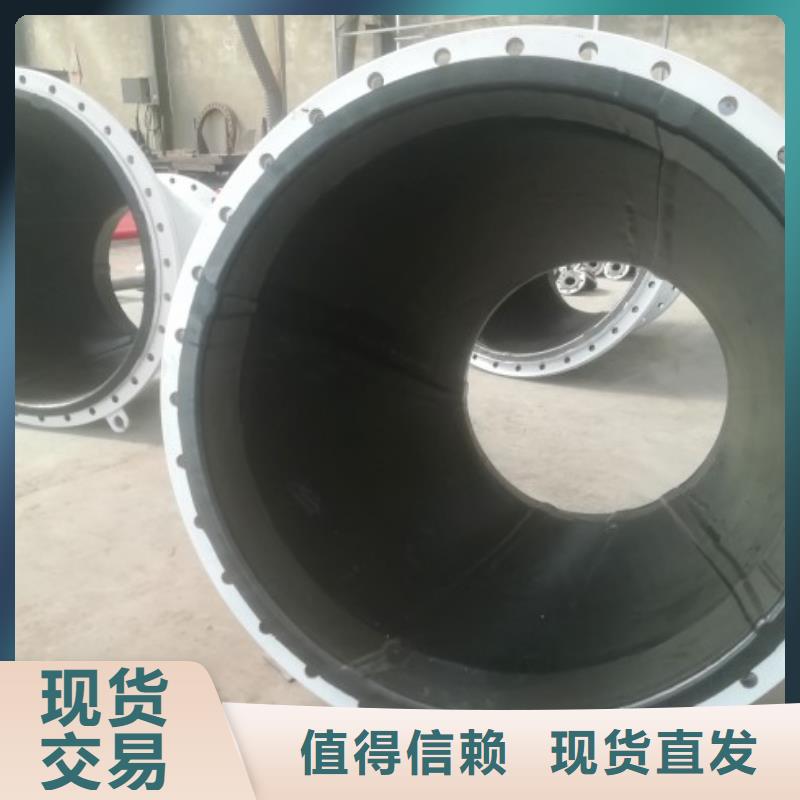
衬胶管道特性:
1. 结构优良
管材的增强骨架钢管与橡胶层使用高性能的粘合剂复合为一个整体,采用特殊工艺经公司的硫化设备复合硫化成型,克服了钢管耐压不耐磨 塑料、橡胶耐磨不耐压以及玻璃钢脆抗冲击性能差等缺点,同时具备钢管和耐磨橡胶的共同优点,综合性价比较高。
2. 耐磨性能好 使用周期长
磨耗值测试结果一般在0.03~0.20 cm3/1.61km范围内,约为塑料的3~5倍,耐磨性比钢管高4-6倍。
3. 强度高 抗冲击性高
橡胶弹性体的密度低(1.2g/cm3),重量轻,具有较好的吸振性能和优异的耐机械冲击性能,高强度 刚性好 不产生蠕变,抗冲击,抗震 抗水锤性能强,便于运输 安装和维护。

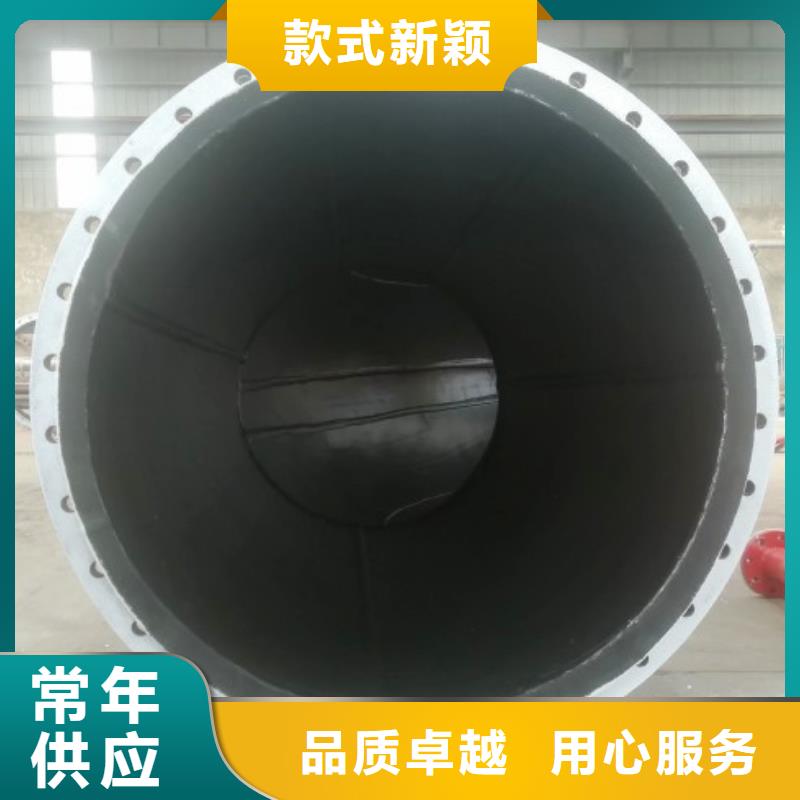
衬胶管道橡胶粘接检验标准(现场制作)。
1、金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2、喷砂处理:喷砂是采用吸入式喷砂法,制作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3、胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4、钢管与橡胶粘接后表面达到:1平整 2光滑 3无气孔 4无凹陷 5无死角。
衬胶管道粘接硫化方式:
主要有两种热硫化粘接方式和冷硫化粘接方式,热硫化粘接方式通过硫化储罐高温、高压、一定的稳定控制一方面通过外部条件使得橡胶达到硫化的目的另一方面通过热硫化粘接剂将橡胶与粘接面达到强度粘接目的;冷硫化粘接方式是通过特殊的硫化粘接剂与橡胶板直接粘接,即粘即用(公司拥有系统性的冷硫化粘接技术)。

干法烟气衬胶管道脱硫工艺中,关键的控制参数都是反应区内,即反应器及其后的除尘器内的烟气温度。在相对湿度为4050时,消石灰活性增强,能够有效地吸收二氧化硫。烟气的相对湿度是利用给烟气内喷水的方法提高的。在传统的干法烟气衬胶管道脱硫工艺中,水和石灰是以浆液的状态(不论是否循环)注入烟气的,但水分布在粉料粒的表面,水在其中的含量仅占百分之几。这样,吸收剂的循环量比传统干法烟气衬胶管道脱硫要高得多。即,用于蒸发的表面积大。进入烟气的粉料的干燥时间短,所以它可以采用比传统喷雾干燥技术小得多的反应器。提高了烟气的相对湿度,足以在典型的干法衬胶管道脱硫制作温度或高于饱和温度10℃~20℃(实践中这一温度范围是65℃~75℃)石灰吸收剂二氧化硫。
水在增湿搅拌机中加入吸收剂,然后才注入烟气。半干法技术的独到之处是所有的循环吸收剂都要在搅拌机中增湿,这样做,可以大限度的利用循环吸收剂。经过和干燥之后,烟气中干燥的循环粉料在的除尘器,好是袋式除尘器中被分离出来,进入搅拌机,补充石灰也是在这里加入的。注入搅拌机的水量要保证恒定的烟出口温度。控制系统以烟气的出入口温度为基础,以烟气量为辅助,采用前馈号控制,并有反馈调。出口的SO2也采用类似的方法进行控制:入口和出口的SO2浓度加上烟气流量决定石灰的加入速率。副产品收集在除尘器灰斗内,当达到回斗的高料位时,副产品溢流排出。

专注生产防腐耐磨衬胶管道、管件;超高分子量聚乙烯管道、管件;衬胶管道、管件;钢衬聚四氟乙烯管道、管件;衬胶非标件钢衬塑衬胶管道道超高耐磨衬胶管道 衬胶防腐管道、国标配套管件、非标配套管件设备耐磨防腐衬里衬胶罐体槽体筒体进口橡胶板滚筒包胶等,公司具有管道工程测量、设计、生产、安装能力和完善的售后服务体系。
公司引进国外冷粘技术工艺,可现场为钢管衬上橡胶,的结合度,极好防腐耐磨性,对大部份一般气体具不渗透性对阳光及臭气具良好的抵抗性可暴露于动物或植物油或是可气化的化学物中,可根据防腐需要进行配方,可耐酸、碱、盐、海水及污水等的腐蚀,可在复杂苛刻的化学腐蚀环境中使用,其耐磨性钢管的二十倍以上,陶瓷的四倍以上,极大的节约了成本。