| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 999 |
| 运费说明 | 1-3天 |
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
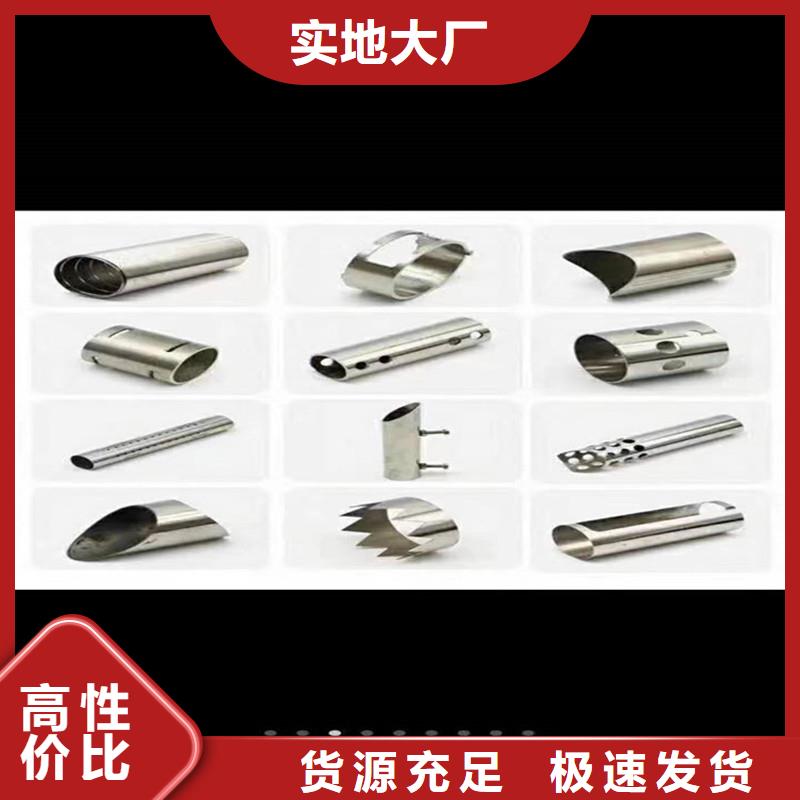
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |





激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打激光氧切割(火焰切割)
激光氧切割的原理与氧乙炔切割相似。它采用激光作为预热热源,氧气等活性气体作为切割气体。一方面,注入的气体与切削金属发生氧化反应,释放出大量的氧化热;另一方面,它将熔化的氧化物吹出反应区,在金属上形成缺口。由于切割过程中氧化反应产生大量热量,激光氧切割所需能量仅为熔化切割的一半,切割速度远高于激光汽化切割和熔化切割。激光氧切割主要用于碳钢、钛钢和热处理钢等易氧化金属材料。
激光划线和断裂控制,激光刻划是利用高能量密度的激光对脆性材料的表面进行扫描,使材料受热蒸发成小槽,然后施加一定的压力,脆性材料就会沿着小槽产生裂纹。激光切管用于激光刻划的激光器一般是调q激光器和CO2激光器。

线膨胀系数越大,热膨胀速率越大, 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打冷却时收缩越大,熔池结晶时会产生较大的焊接应力。这种焊接应力不易,导致焊接变形较大。由于焊缝两侧材料的受力状态不同,很容易在焊缝和热影响区产生裂纹,甚至导致焊缝金属和母材剥落。
3.不同材料的导热系数和比热容差越大,焊接难度越大。材料的导热系数和比热容会使焊缝金属的结晶条件恶化,激光切管晶粒严重变粗,影响难熔金属的润湿性。因此,焊接时应选用强热源,热源的位置应向导热性好的母材一侧倾斜。
4. 不同材料之间的电磁性能差异越大,焊接就越困难。因为材料的电磁差越大,焊接电弧越不稳定,焊缝越差。
5. 不同材料之间形成的金属间化合物越多,焊接就越困难。由于金属间化合物的脆性,很容易在焊缝中产生裂纹甚至断裂。
6. 在异种材料焊接过程中,由于焊接区金相组织的变化或新形成的组织,导致焊接接头性能恶化,给焊接带来很大的困难。

激光焊接易于进行自动高速焊接, 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打也可通过数字或计算机控制;焊接薄材料或小直径线材时,不会有电弧焊时回流的麻烦;不受磁场影响(电弧焊和电子束焊容易),能准确对准焊件;可焊接两种物理性能不同的金属(如电阻不同);不需要真空,穿孔焊接时不需要x射线焊接,焊道深宽比可达10:1,激光束可通过开关装置传送到多个工作站。近年来随着科学技术和工业经济的快速发展,对铝合金焊接结构件的需求越来越大,因此对铝合金焊接性的研究也越来越深入。铝合金的广泛应用促进了铝合金焊接技术的发展。同时,激光焊接技术的发展拓展了铝合金的应用领域,因此铝合金焊接技术成为研究热点之一。激光切管铝合金焊接工艺改进的前提是熟悉铝合金的材料性能。

激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打利用CAD软件进行平面设计并导入到切割机的操作系统中,可以自动完成激光管材的切割,从而大大提高制造项目的速度。通常,操作系统中包含一个数据库,其中的关键信息包括管材的材料类型、厚度和几何形状。 随着我国不锈钢管生产和消费的快速增长,激光切割设备在我国迅速普及,数控管切割和激光管切割技术需求的快速增长,凸显了当前激光切割设备和数控管切割加工的严重短缺和滞后,它反映了一些不锈钢企业,拥有先进的激光切割设备,但仍暴露出切管效率低、切管质量差、管材浪费严重的现象。
激光管切割技术是一种生产效率高、生产率强的技术,只要在有限时间里还可以修改设计方案,并且不会影响整个产品生产过程;更大的好处是,激光切管用户可以控制短版或中版的生产,而不是制作大量的模板,这样可以更快地响应客户的需求,因此无需制作模具。