| 产品参数 | |
|---|---|
| 产品价格 | 9999 |
| 发货期限 | 电议 |
| 供货总量 | 99 |
| 运费说明 | 2 |




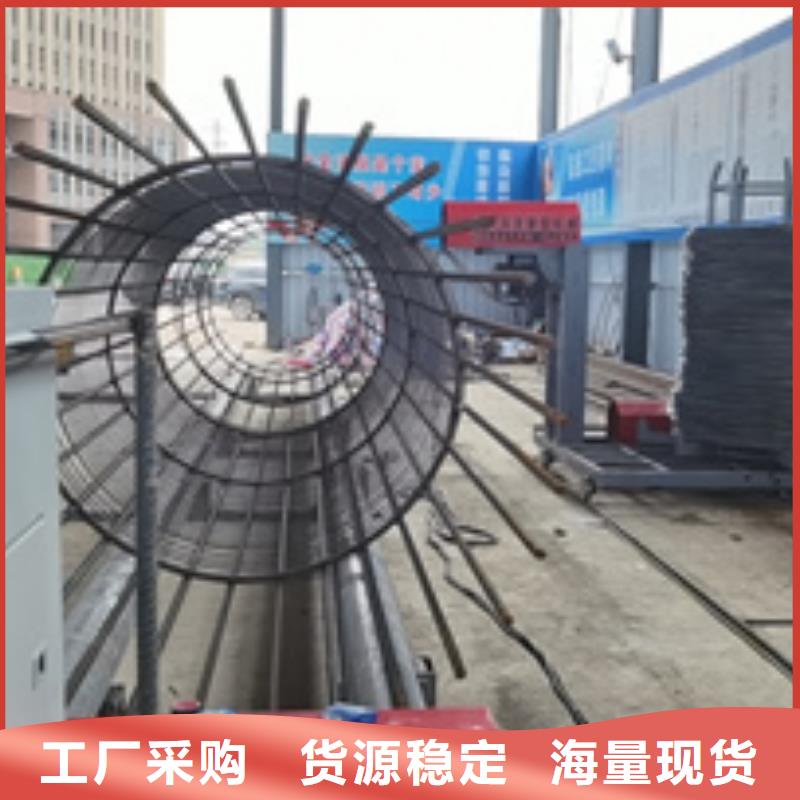
钢筋笼缠绕机安装与使用钢筋笼保护层应设计图纸和规范的要求。钢筋笼保护层垫块采用绑扎砼轮型垫块,砼垫块半径大于保护层厚度,中心穿钢筋焊在主筋上,每隔2米左右设一道,每道沿圆周对称设置不小于4块。钢筋笼下放到位后要对其顶端定位,防止浇注砼时钢筋笼偏移、上浮,下放要留存影像资料。钢筋笼保护层应设计图纸和规范的要求。钢筋笼保护层垫块采用绑扎砼轮型垫块,砼垫块半径大于保护层厚度,中心穿钢筋焊在主筋上,每隔2米左右设一道,每道沿圆周对称设置不小于4块。●材料规格主筋Φ12~40mm,箍筋Φ5~16mm盘筋直接作业。
钢筋绕筋机具体做法是:在定位钢筋顶端的顶吊圈内两根平行的工字钢。将整个定位骨架支托于护筒顶端。两个工字钢的净距应大于导管外径30CM。然后撤下吊绳,用用4根φ25短钢筋将工字钢及定位筋的顶吊圈焊于护筒上。钢筋笼下完后应在钢筋笼上拉上十字线,找出钢筋笼中心,根据保护桩找出桩位中心,钢筋笼定位时使钢筋笼中心与桩位中心重合并固定,使钢筋笼定位于孔中心。一方面可以防止导管或碰撞而使整个钢筋骨架变位或落入孔中,另一方面也可起到防止骨架上浮的作用。

3、为了节省金属,减轻重量,减小焊接结构的变形,并疲劳强度,半自动钢筋笼滚焊机可采用以箔带做垫片的对接滚焊。采用的箔带可以是不锈钢或钛合金箔带,也可以是同类金属。
4、铜线电极滚焊是解决镀层钢板滚焊时镀层粘着滚轮的有效。焊接时,将圆铜线不断地送到滚轮与板件之间,铜线呈原状连续输送,经过滚轮后又连续绕出且不会污染滚轮。
5、半自动钢筋笼滚焊机焊接波纹管和膜盒时,因零件薄,刚度小,焊接处窄,多采用辅助夹具滚焊。通常情况下,夹具采用铜合金制造,以保证良好的导电性及散热能力。
绕筋机● 轮缘结构进行了优化设计,摒弃之前方钢冷弯后加工的工艺,更改为原材料为高强度的无缝钢管,经过精密的冷弯成型,之后直接使用。如此轮缘与支撑辊的圆面接触,增大了接触面。使得设备运行更加平稳且, 设备运行惯量大大降低;

绕筋机如何的操作数控钢筋笼滚焊机,数控钢筋笼滚焊机在钢筋加工行业得到了广泛的使用,数控钢筋笼滚焊机不仅大大的提高了工作的效率,而且还得到了一定的质量保证,只有按照正确的操作规程才能延长数控钢筋笼滚焊机的使用寿命,那么我们如何的操作数控钢筋笼滚焊机呢?接下来我们大家一起来简单的了解下吧。
1.我们在操作数控钢筋笼滚焊机前要检查机械性能是否良好,在数控钢筋笼滚焊机工作期间要严禁更换芯轴,禁止在工作中进行加油和清洁工作,避免在数控钢筋笼滚焊机操作期间严禁手部、头部伸进数控钢筋笼滚焊机轨道。
2.要仔细的检查数控钢筋笼滚焊机的芯轴、装盘、有无裂纹和破损,防护罩是否紧固可靠,在操作数控钢筋笼滚焊机前要进行十五分钟空转,空转时要仔细检查有无异常现象及振动声响,在检查无误后则可正式的进行操作。
3.严禁在钢筋弯曲机工作期间站人,除工作操作人员其余人要远离生产现场,弯曲好的半成品应堆放整齐,弯钩不得朝上。
4.在生产工作完成后及时的切断电源清理设备清理现场,从而方便下次的正常使用。

全自动数控钢筋笼缠绕机构说明绕筋机:
1.折弯成型机构:本站主要负责箍筋的成型。将送至的钢筋弯折成我们所设定的形状。本站的动力来源是一个伺服马达。可以正反双向弯折钢筋,可控制芯轴伸缩,上下以及更换芯轴大小。
2.快速剪切机构:本站主要负责钢筋成型后的剪切。由马达和气动刹车离合构成。在剪切后瞬间完成剪切。方便快捷。
3.垂直整直机构:本站主要是钢筋的垂直方向直线度。采用的是对辊式的调直。只需各组滚轮的深浅程度,就可以很方便的调直钢筋的垂直方向。
4.自动送料机构:本站主要负责钢筋在弯箍中的送线。由伺服马达带动两组滚轮完成送线的。准确而快捷。