| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 999 |
| 运费说明 | 1-3天 |
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |





从灵活性的角度看,激光切割技术可以加工任何已编程的形状;激光可以在任何方向切割。模板的形状可以在没有任何工具的帮助下快速更改,从而使处理具有竞争力的个性化包装或品牌成为可能。准确度也是数字系统的优点之一。激光加工可以补偿印刷和印后加工中的误差。例如,材料可能会被拉伸和变形,而激光可以根据这些变形进行调整,这是传统模板无法做到的。激光切管产品的加工是一项非常准确的高水平技术,当然前期也需要一定的成本投入,下面将围绕激光切管的相关问题提供有针对性的解决方案。
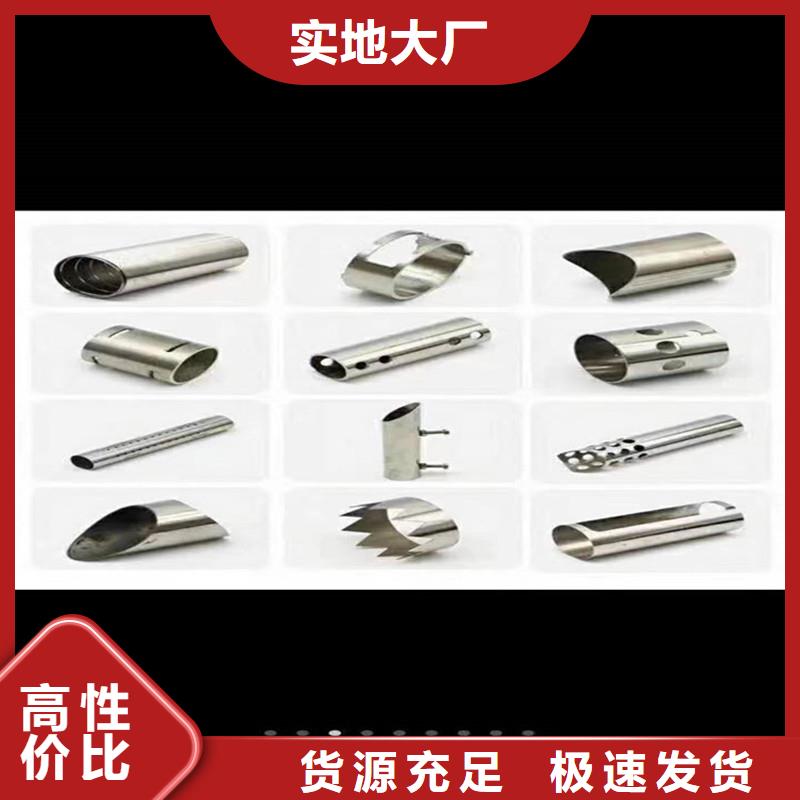
通过专业的管材切割和套料软件在计算机上提前绘制、套料、切割段编程,生成切割程序,然后对大长度不锈钢管进行全行程自动激光切割。数控激光管切割由于切割效率高,编程排料比较复杂,如果使用不当,会造成管材浪费和切割效率低。专业的排料软件是数控切管机实现大批量、高 效率、高质量切割生产的基础和前提 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打。

不锈钢、铝合金及其他高温合金管道激光切管通过特殊的控制技术和处理技术根据超耐热不锈钢管熔化切割的特点我们可以选择不同的电火花线切割方法角脉冲切削控制和角落治疗功能以减少溅芯片的出现很大地提高稳定性的锐角切割、聚焦透镜的减少污染提高了聚焦透镜的生产质量和使用寿命。在切割尖角时,通过使用不同的激光功率、脉冲频率和脉冲占空比,可以保证尖角切割轮廓的质量,提高切割效率。一般来说,钣金加工是对厚度小于6mm的钣金进行剪切、冲孔、切割、复合、折叠、焊接、铆接、拼接、成型等综合冷加工工艺。其中,焊接是一个非常重要的环节。金属焊接在钣金加工中存在一些焊接前、焊接中以及焊接标准中需要注意的问题。 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打
激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打控制断裂是利用激光开槽产生的陡峭温度分布在脆性材料中产生局部热应力,使材料沿小槽断裂。
激光切割
当聚焦的激光束照射工件时,辐照面积会急剧上升,使材料熔化或汽化。激光束一旦穿透工件,切割过程就开始了:激光束沿着轮廓线移动,同时融化材料。通常使用射流吹走切口处的熔体,在切割部分和板框之间留下一个狭窄的间隙,这几乎与聚焦的激光束相同的宽度。
火焰切割
火焰切割是切割低碳钢的标准过程,使用氧气作为切割气体。激光切管氧气加压到6bar,然后吹入切口。在那里,被加热的金属与氧气反应:它开始燃烧和氧化。化学反应释放出大量的能量(高达激光能量的5倍)来辅助激光束切割。
熔化切割
熔化切割是切割金属的另一个标准过程。也可用于切割其他易熔材料,如陶瓷。
使用氮气或氩气作为切割气体,将2- 20bar的气体压力吹过切口。氩气和氮气都是惰性气体,也就是说它们不会与切口内熔化的金属发生反应,只是把它们吹到底部。同时,惰性气体可以保护刃口不被空气氧化。

激光管切割技术是一种生产效率高、生产率强的技术,只要在有限时间里还可以修改设计方案,并且不会影响整个产品生产过程;更大的好处是,用户可以控制短版或中版的生产,而不是制作大量的模板,这样可以更快地响应客户的需求,因此无需制作模具。从灵活性的角度看,激光切割技术可以加工任何已编程的形状;激光可以在任何方向切割。模板的形状可以在没有任何工具的帮助下快速更改,从而使处理具有竞争力的个性化包装或品牌成为可能。准确度也是数字系统的优点之一。激光加工可以补偿印刷和印后加工中的误差。例如,材料可能会被拉伸和变形,而激光可以根据这些变形进行调整,这是传统模板无法做到的。激光切管产品的加工是一项非常准确的高水平技术,当然前期也需要一定的成本投入,下面将围绕激光切管的相关问题提供有针对性的解决方案。