| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 商议 |
| 供货总量 | 不限 |
| 运费说明 | 3天 |
| 品牌 | 浩融金属 |
| 产地 | 山东 |
| 是否进口 | 否 |
浩融金属制品厂有限公司拥有资深的技术研发团队和专业的服务团队,具备较强的科技创新能力和技术服务优势。浩融金属制品厂有限公司坚持不断创新,通过行业交流,不断服务品质。浩融金属制品厂有限公司始终聚焦为客户创造价值,未来,未蓝将继续在 广东阳江钢板领域精耕细作,打造卓越的产品和服务,持续为客户创造价值,推动行业发展和社会进步。


材料要求
材料的材质,尺寸精度,表面质量,成型形状和力学性能等对冷弯型钢产品的表面质量,强度,耐蚀性及其使用寿命有着直接的关系。当有可靠根据时,可采用其他牌号的钢材,但应符合相应有关 标准的要求。特别是相关材料的屈服点上的纵横伸长率及冷弯试验得到的弯心直径等对冷弯异型管的影响很大。
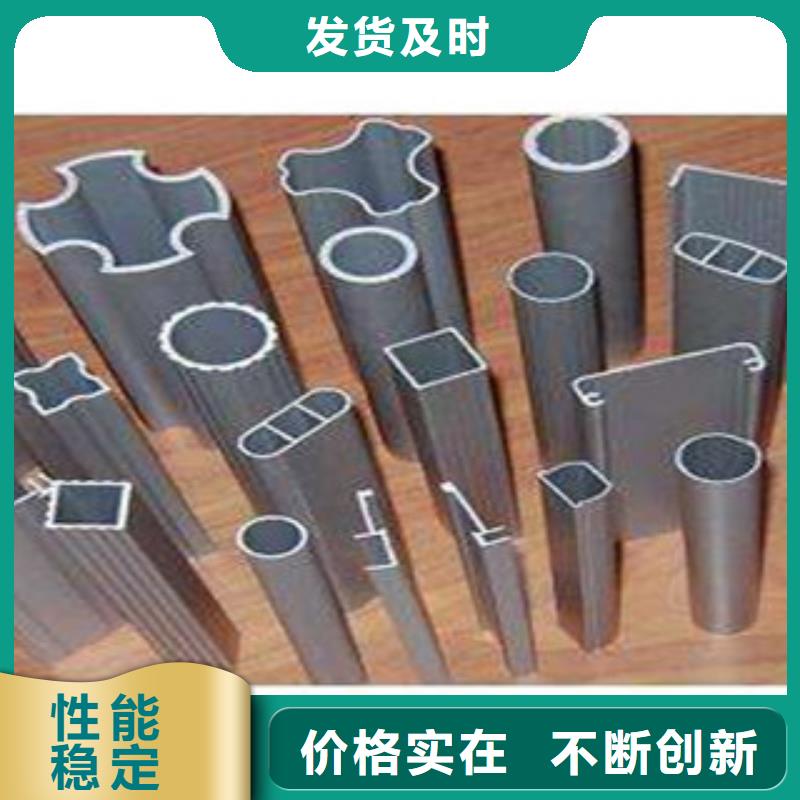
工艺特点
在辊式冷弯成型过程中主要加工过程为弯曲变形,除产品弯曲角局部有轻减薄外,变形材料的厚度在成型过程中假定保持不变。在孔型设计时,要注意合理分配变形量,尤其是在 道,后面几道,变形量不易过大。另外可以使用侧辊和过弯辊,对异型管进行预弯,且使型材断面的中性线与成品型材的中性线重合,使型材上下所受的力平衡,从而避免纵向弯曲。如果在加工过程中发现纵向弯曲,可根据实际情况增加部分轧辊,尤其注意后面几道。



真正的弯曲方管压实,然后弯曲的弯曲,内部和外部的托辊管异型钢管的内外壁压实是一个双向的过程。矩形管真正的弯曲的优点是固体的弯曲将相对较小,并且,形成一个更准确的,并在生产时间,只要是使用辊式的准确,以及内部的反弹后的钢管的成型比较准确的异型钢管的角度,我们可以保证准确。
即时弯曲一定的缺点,主拉伸的时间将导致钢管变薄,真正的弯曲使得矩形管弯曲,在农产品拉伸弯曲,导致异型钢管的长度方向的弯曲线的长度变短,和金属含量将因为拉伸减薄。



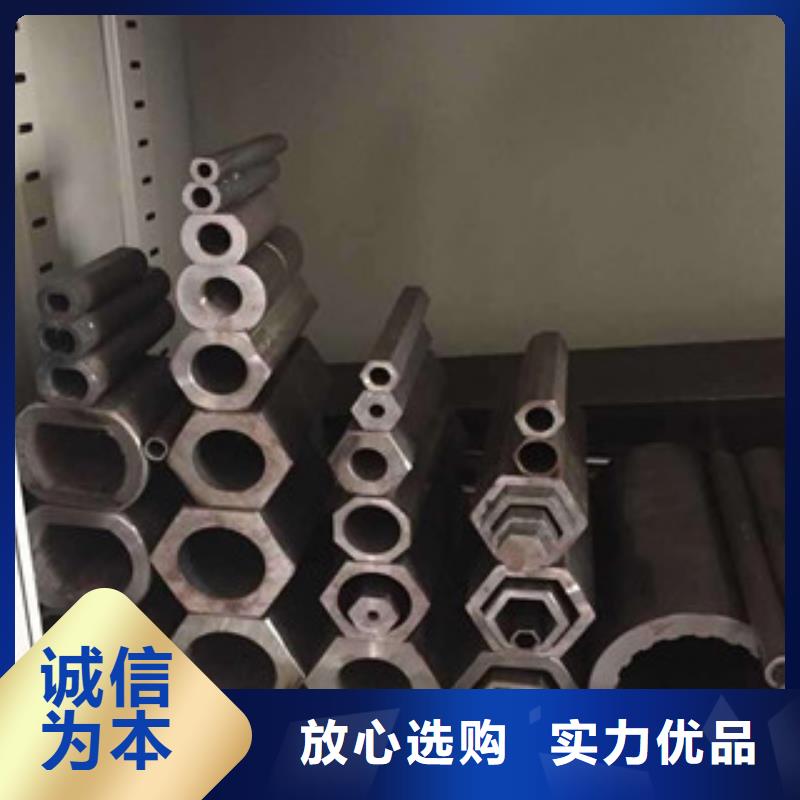
异型管形状缺陷的九点控制方法
异型管生产中我们应该考虑对板坯形状缺陷的控制,常见的形状缺陷有鼓肚、凹陷等。要控制这一缺陷,我们可以从以下九个方面着手:一、尽量控制钢中碳含量避开包晶反应区,向上限或下限控制。
二、根据异型管钢种特性选用合适的保护渣,适当提高结晶器保护渣黏度,提高保护渣传热均匀性,保护渣加入时坚持勤加少加原则。
三、监测振动平稳性,保证振动横向偏摆不大于0.2mm,纵向偏摆不大于0.4mm。
四、控制好异型管钢水过热度,确定合适的拉速制度,防止温度过高、拉速过快造成的坯壳过薄。
五、为大面偏离角的严重凹陷,应做好扇形段液压系统的维护、点检,防止液压失压或扇形段抬起。提高扇形段夹辊质量并做好日常点检,防止夹辊断裂,偏离角部位出现严重凹陷后应立即停机,避免损失过大。停机后处理液压系统故障或更换扇形段。
六、严格水口装配,保证水口对中良好,防止偏流,保证异型管均匀凝固。
七、保证结晶器水缝均匀,提高结晶器材质,防止结晶器磨损严重及镀层脱落,结晶器实施弱冷冷却,合理控制冷却强度。
八、提高扇形段顺弧精度,尤其是结晶器与零段,发现零段夹辊弯曲严重及时进行更换。
九、适当增加窄面足辊与铸坯的接触程度,防止异型管鼓肚,但足辊不应调整过硬,否则可能造成拉坯阻力大。