| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
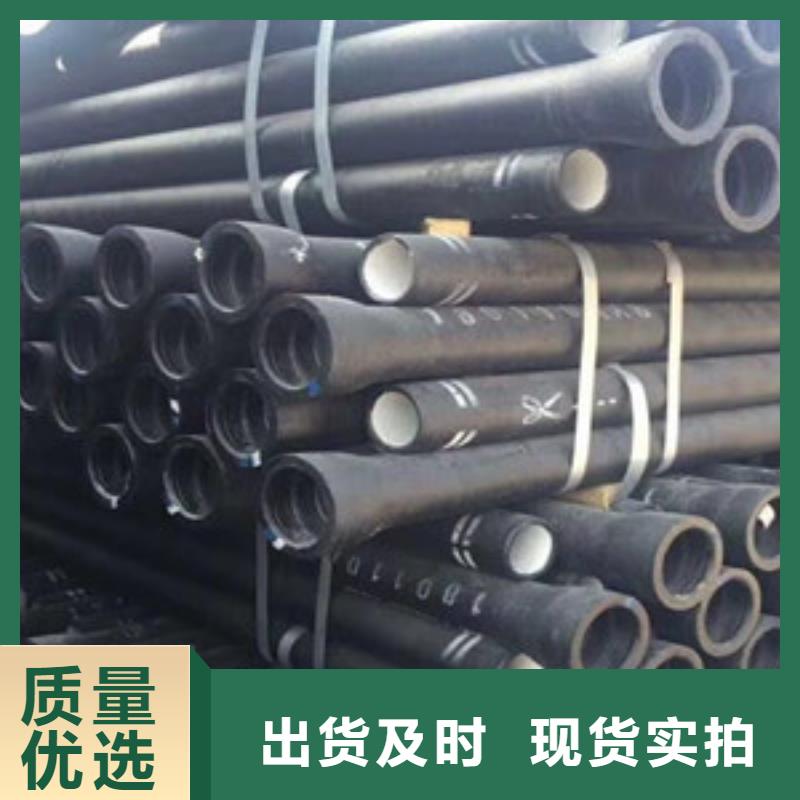
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |





若管线的偏转角度较大,球墨铸铁管可采用多只管子偏转,应避免单只管子接口偏转角度太大,一般10°以内的角度可使用3~4根管子偏转,球墨铸铁管不必使用弯管。切管。 有些管子因野蛮装卸,造成插口端碰裂或变形,故需要将此部分切掉,同时由于要安装弯管、阀门等,球墨铸铁管需要不同长度的管子,也需切管。切管工具可使用砂轮切割机。球墨铸铁管安装接头。 将插口插入承口,使要连接的管子或管件的中轴线相重合,使用一个导链在管项部缓缓拉紧,直到管承口进入到两条白线中间。管子的偏转。 管子的接口允许偏转3°,切割时应沿管子一周作好切割线标记,这样便于切得平直。新切割的管子插口端**削边倒角和磨光,使其与原来的插口端外观尺寸相同。

管道试压且近几年还将有几个球墨铸铁管厂建成。2000年,中国年产离心铸造球墨铸铁管达90万吨。此外,中国自行研制的水平连续铸造球墨铸铁型材生产线已通过鉴定,并已有多家企业投产。再加上中国引进的一条生产线,至2002年,中国年产球墨铸铁型材的能力达数万吨。同种资料按入库先后分别堆码,便于执行先发的准绳。露天堆放的型钢,下面需有木垫或条石,垛面略有倾斜,以利排水,并留意资料安放平直,避免形成弯曲变形。堆垛高度,人工作业的不超越2m机械作业的不超越5m垛宽不超越5m.球墨铸铁管材试验标准,试验压力为OMPa,稳压30分钟,U—PVC管轴向线膨胀系数比金属管材大,我司试压标准较规范高,试压时接口一般会滑出2-5MM,因此试压时回填土方必须达到要求的压实度,管道支墩达到设计强度,后背稳固,同时,时观察各接口,试压顺利进行,确保工程质量。
球墨铸铁管也可采用加长管件的方法,用单根钢丝停止设备;将准备好的机具设备设备到位,设备时留意不要将已清算的管子部位再次污染;将插口放入承口内且插口压到承口的胶圈上,接好钢丝绳和倒链,拉紧倒链;与此同时,让人在管道承口端用力左右摇摆管子,直到插口刺进承口悉数到位(以插口线为标志, 道插口线进入承口内,第二道插口线几近到底),承口与插口之间应留2mm左右的空隙。并确保承口周围外沿至胶圈的距离不合;检查承口插口的位臵能否契合恳求。球墨铸铁管过错错误修补设备能处置惩罚以上成绩。可是个别的用铸铁过错错误修补装备是能够或许补焊的不会影响其使用作用。用于供水,割裂操作铸铁过错错误修补机能够修补。所以要是割裂,不是很好办,必定要把总阀门关了好好补缀。可采用双倒链平行用力的办法使管件平行设备,胶圈不致被挤,可设备到位。
这种材料在生产中容易出现裂纹、双皮和夹渣现象。结果表明:裂纹主要是离心铸造工艺和铸造制度不合理造成的;厚皮与浇注温度和浇注速度有关;夹渣与金属化学元素含量及撇渣处理有关。防控措施如下:1. 改进离心设备,有效防止裂纹 应减少铁液在高温下的停留时间,加强孕育效果,特别是带流孕育。孕育剂用量控制在铁水用量的0.1-0.25%;粉末应均匀分布,管模内表面孕育剂用量控制在20-30g / m2。对水冷式金属结晶器离心机冶炼工艺参数进行控制。球墨铸铁管厂家主要生产各种规格球墨铸铁管,球墨铸铁管件。我们是球墨铸铁管厂家。我公司产品质量优质,始终坚持和贯彻“质量是企业生存之本,为用户提供满足的产品和服务是我们永恒的追求”的质量方针。