| 产品参数 | |
|---|---|
| 产品价格 | 68/米 |
| 发货期限 | 电议 |
| 供货总量 | 5000 |
| 运费说明 | 电议 |
| 最小起订 | 1米 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 材质 | 201 304 316 |
| 规格 | 22-127 |
| 立柱壁厚 | 4 |
| 立柱管径 | 100*100mm |
| 是否可以定做 | 可以定做样品 |




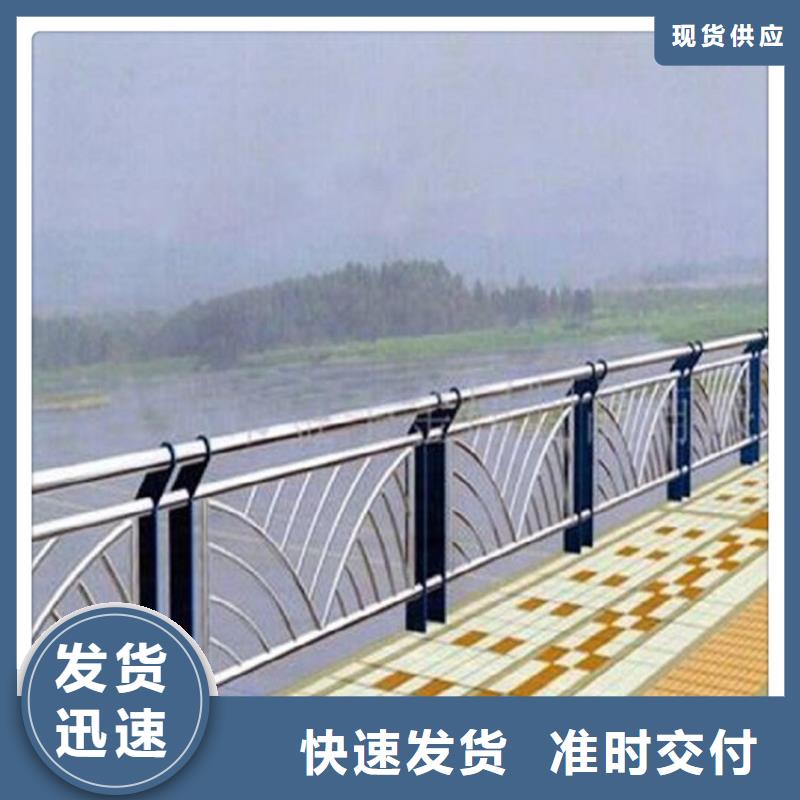
人行道或带外侧的不锈钢桥梁护栏高度不该小于1.10m。栏杆构件间的 净距离不得大于140mm切不宜采用横线条栏杆。栏杆结构设计有必要可靠,栏杆底座应设置锚筋,其强度应满意 规范要求。
桥梁不锈钢护栏强度应满意:车辆以80KM/H的速度,与栏杆成15°角发作磕碰,不落河。
桥梁不锈钢护栏造型、色彩与周围环境和谐,对重要桥梁宜作景观设计。
当桥梁跨过快速路、城市轨道交通、高速公路、铁路干线等重要交通通道时,桥面人行道栏杆上应加设护网,护网高度不该小于2m,护网长度宜为下穿路途的宽度并各向路外延伸10m。
作用在桥上人行道栏杆扶手上竖向荷载应为1.2KM/m;水平向外荷载应为2.5KM/m。两者应分别计算。
以上是常见的桥梁不锈钢护栏在设计上要注意的各种的问题和相关的步骤
不锈钢复合管在使用中会发现有些会长出来花斑,特别是在一些护栏和栏杆上是非常难看的,也是比较显眼的。不锈钢复合管长出来花斑的话是和制作以及后期的环境有关系,主要是制作的时候各种的化学元素不达标,极易容易和其他的物质和化学元素进行反应,这个时候的话对于不锈钢复合管来说要通过一些方法来进行去除上面的花斑了。那么形成这样的情况的原因是什么呢?
不锈钢复合管加热温度
随着温度的增加,会带来两种影响:
炉生氧化铁皮总量增加,氧化铁皮增厚,增加了除鳞难度,粗除鳞、精除鳞若不能将氧化铁皮完全除净,就会在后续轧制过程中将氧化铁皮压入不锈钢复合管表面。
随着温度的升高,轧制过程中产生的氧化铁皮增多,增加了氧化铁皮压入不锈钢复合管表面形成花斑的风险
公司拥有整套的机械加工设备,各种焊接设备等,能够自行设计,开发各种金属材料和五金产品,能够满足市场各个企业的需求,提供安装、调试、物流配送的完善服务,设计和生产制作方面具有极强的生产加工能力及优质的质量保证和完善的售后服务体系,竭诚为用户提供各种产品加工和技术服务。
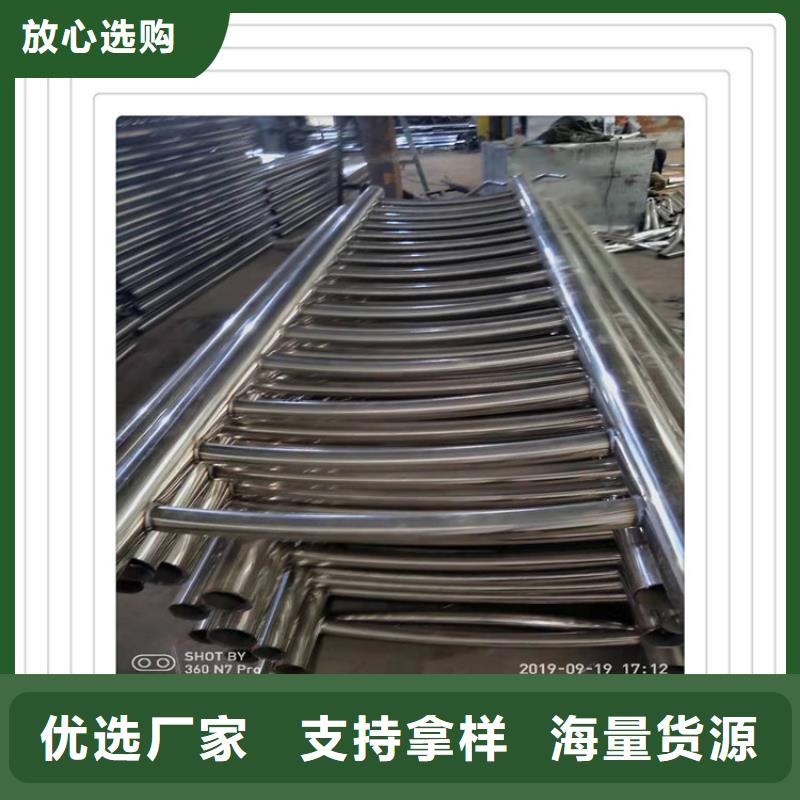
不锈钢复合管护栏:不锈钢复合管栏杆,它不仅具有不锈钢管的豪华美观和现代气息,又具有普通碳钢管的坚韧性。是价昂不锈钢管的替代品,它与钢板立柱配合,做成城市、道桥等的栏杆。不仅牢固、大方,且可造型各异,给都市别一种亮丽风景线。我厂还设有大型数控异形切割机、离子切割机、冲床、镀锌。
桥梁灯光护栏在施工时应注意哪些问题施工单位在进行安装时应准确掌握各种施工图纸,对于是埋设于路基中各种管道的准确位置在施工过程中不允许对地下设施造成任何破坏。如果立柱打入过深时不得将立柱拔出矫正,需将其基础重新夯实后再打入或立柱位置。
防撞护栏作为公路上基本的交通设备,它对减轻事故的严重度,供给视野诱导,改善路途景观等起着重要效果,特别是对充分发挥高速公路、快速、经济、舒适的功能,具有特殊的意义。防撞护栏经过使用至今已有80多年的前史,各国经过多年来的实践和研讨,在护栏的结构、碰撞原理、设置准则、制造装置等方面积累了丰厚的经历。
经过学习发达 的成功经历,结合的路途交通特点,波形护栏迅速在的高等级公路上得到了广泛的使用,有效地了行车。波形护栏的防撞机理是经过护栏和车辆的弹塑性变形、摩擦、车体变位来吸收车体碰撞能量,然后达到乘客生命的目的。
防撞护栏能阻挠车辆,防止车辆越出路外,路外建筑物的,确保司乘人员不致受到严重伤害,确保与他相交路途和铁路的,阻挠失控车辆穿越分隔带闯入对向车道。能诱导驾驶员视野,能清楚的看到路途的概括及前进方向的线型,增加行车的性,使路途更加美观。
不锈钢桥梁护栏的功能规范:每一种等级的各种办法路程护栏均应根据运用路段,依照点评等级相应的车辆总质量,选择小型客车、大型车辆两种车型进行实车磕碰试验。车辆与路程护栏发生磕碰时应能保证车内乘员的生命,不受到严峻损伤。

不锈钢桥梁护栏喷粉过程中要注意吊具的导电性且吊具上的徐层不宜太厚过厚时可采取集中焚烧的方法用具上的涂层;由于工件较重一定要设计好挂具要求挂具牢固可靠;采用预烘的目的:一是除去工件上剩余的水分二是可以保证一定厚度的粉末涂料较好地附着在工件的表面三是保证工件尽快均匀受热加快固化过程一般预烘的温度是80—140℃.对于护栏产品根据其特点采用自动喷枪另加手工喷枪补喷相结合的形式目的是实时监控喷粉质量保证产品质量稳定.一般纯聚酚粉术涂料的固化条件是200℃10min通过调整加热炉的温度和链速来保证固化温度和时间.
不锈钢桥梁护栏喷粉采用冷风吹干在吹干的过程中对工件进行检查对于允许缺陷如流挂、起泡、露底、缔孔等可用丙酮等稀释粉末涂料趁工件未晾时涂程或喷覆于缺陷表面用余热固化对于重大缺陷需要进行返修处理根据涂膜厚度选取不同的处理方法一般有直接上件重新喷粉、机械打磨、用脱膜剂处理三种方法.