| 产品参数 | |
|---|---|
| 产品价格 | 10 |
| 发货期限 | 电议 |
| 供货总量 | 1000 |
| 运费说明 | 按距离 |
| 最小起订 | 1000克 |
| 是否厂家 | 是 |
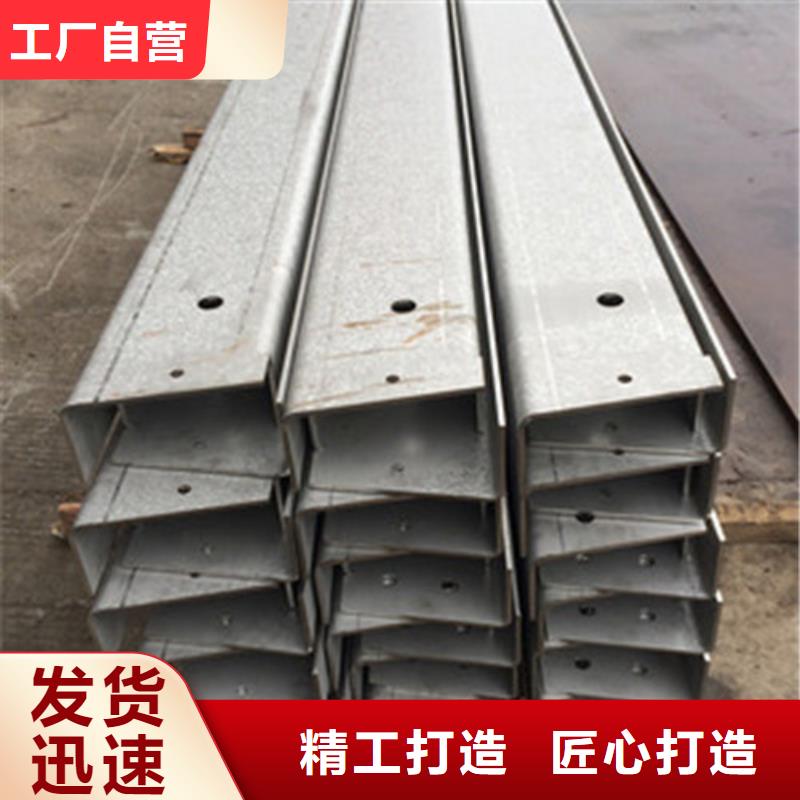
| 厚度 | 1.8毫米 |
| 发货方式 | 物流运输 |
| 长度 | 4米 |
| 质量等级 | 非标 |
| 产品种类 | 316不锈钢板 |
| 颜色 | 黄色 |






不锈钢制品的抛光工艺可以分为打磨和出光两部分,上道转入抛光工序的工件进行目测检验如焊缝是否有漏焊焊穿焊点深浅不均匀偏离接缝太远局部凹陷对接不齐是否有较深划痕碰伤严重变形等在本工序无法补救的缺陷如果有上述缺陷应返回上道工序修整.如果无上述缺陷进入本抛光工序。粗磨用600号的砂带在三面上往返磨削工件本工序要达到的目标是去掉工件焊接留下的焊点以及在上步工序出现的碰伤达到焊口圆角初步成型水平面和垂直面基本无大划痕无碰伤。半精磨用800号的砂带按照前面往返磨削工件的方法中磨工件的三面主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨对前面工序留下的印痕要反复磨削达到工件表面无划痕基本变亮。精磨用1000号的砂带主要是对前步工序出现的细小纹线的修正磨削磨削方法与上同.本工序要达到的目标是磨削部分与工件未磨削部分的接缝基本消失工件表面进一步光亮通过本工序磨削后的工件要基本接近镜面效果。
2507是一种铁素体—奥氏体(双相)不锈钢它综合了许多铁素体钢和奥氏体钢超有益的性能 由于该钢铬和钼的含量都很高因此具有极好的抗点腐蚀缝隙腐蚀和均匀腐蚀的能力.双向显微组织保证了该钢具有很高的抗应力腐蚀破裂的能力而且机械强度也很高。2507不锈钢应用于石油和天然气工业;海上石破天油平台(热交换器管水处理和供水系统消防系统喷水系统稳水系统; 石油化工设备; 脱盐(淡化)设备(和设备中的高压管海水管);既需要高强度同时又需要高耐腐蚀性的机械和结构部件;燃(废)气净化设备.主要成份:25Cr-7Ni- 4Mo-0.27N。

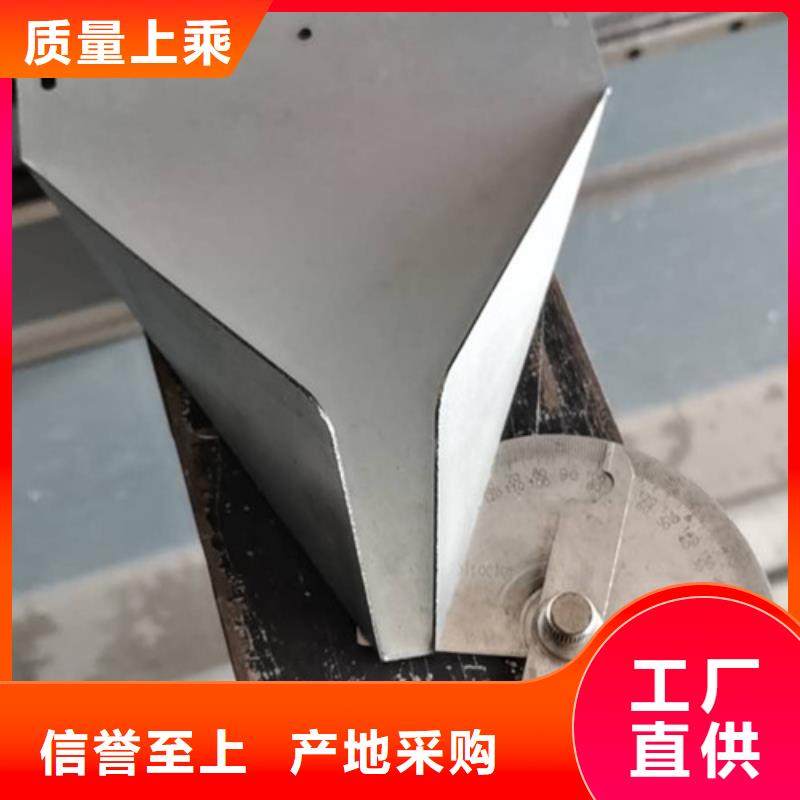
不锈钢板的尺寸规格作为一种利用极其广泛的钢材,不管是在耐蚀性、耐热性,低温强度和机械特性等方面,还是在冲压、弯曲等热加工方面都是有着出色的。而目前国内的不锈钢板尺寸规格是怎么样的呢。不锈钢板规格有:1*2米,1.5*3米,4*8尺(1220*2440MM),1220*3048MM,1.5*6米。
厚度有:0.1-60MM。而不锈钢卷板的规格厚度为0.3-3.0厘米,宽度1米、1.22米、1.5米、1.8米。后还有一种特种不锈钢板,就是我们常称之为的304不锈钢板的规格是。宽度:1000mm、1220mm、1250mm、1500mm、1800mm、2000mm板面厚度:100mm、122mm、125mm、150mm、180mm、200mm。
不锈钢板的价格大家都知道不锈钢板属于民生建材用品。所以,不锈钢板的价格不是固定不变的,它会根据市场的需求价格发生变化。一般不锈钢板材都会在每天更新一遍的报价,但是每天的上涨幅度或者是下跌幅度都不可能很大。
一般的不锈钢板材的价格就是在13000元/吨。各地的市场行情和使用需求不一致,这个价格只是作为一个参考价格。具体的价格可以站查看。不锈钢板的使用领域大多数的不锈钢板主要是用在家居生活上面,当然工业用的不锈钢板也是比较多的。

其中型材使用的厚度对不锈钢板的价格影响是的,型材越厚,价格越高。很多不锈钢板用户在选购不锈钢板的时候,会想当然的认为,铝材壁厚越厚,超过 标准,产品质量就越好,事实上并非如此。不锈钢板产品型材使用壁厚的 标准是在保障产品和性能的情况,按照当今社会节能环保主题要求而设定的,所以不是说不锈钢板型材壁越厚,不锈钢板的质量就越好。
如果你要检测一款不锈钢板产的品质优劣,佛山不锈钢板建议你按以下几个方面去全盘考虑:1,不锈钢板产品使用的型材设计合理性;2,不锈钢板产品的水密性、气密性;3,不锈钢板产品的辅件、玻璃和五金件的配件是否齐全。
因为使用过厚型材的不锈钢板,并不能保证不锈钢板产品的气密性、水密性就是更好,不锈钢板品质就会越高。还有,从另一方面来说,过度的追求铝合金型材壁厚对节能环保的主题而言这样是一个浪费资源的行为。还有,使用过厚的不锈钢板型材也会推高不锈钢板的价格,给其他消费者带来不必要的经济负担,所以我们在选择不锈钢板的时候,一定要符合节能环保的消费观念。
现实的生活中不锈钢板品牌有很多,想要购买到一款优质的不锈钢板也是存在着一定困难的,尽管一些朋友对不锈钢板具有一定的了解,但是这些朋友在购买不锈钢板时,也难免会出现一些失误,下面就跟随小编的脚步来了解一下怎样选购优质的不锈钢板。

不锈钢板表面光洁,有较高的可塑性、韧性和机械强度,耐酸、碱性气体、溶液和其他介质的腐蚀。它是一种不容易生锈的合金钢,但不是不生锈。那么不锈钢板检测方法有哪些。下面就带大家一起来看看吧。1.不锈钢板如果在加热时工件表面附着油油附着部位的氧化皮厚度和其他部分的氧化皮厚度和组成就不同而且会产生渗碳。
氧化皮下基体金属被渗碳的部分将严重地受到酸的侵蚀。重油烧嘴初燃烧时所的油滴若附着在工件上影响也很大。所以操作大员不要用手直摸不锈钢件不要使工件沾上新的油污。工件表面如有冷加工时附着的润滑油等必须在三氯脱脂剂、苛性钠溶液中充分脱脂后再用温水清洗然后再进行热处理。
不锈钢如果表面有杂物是有机物或灰附着工件上时加热当然会对氧化皮有影响。不锈钢炉内的差异炉内在各局部的不同氧化皮的形成一也会有变化这也是造成酸洗后不均匀的原因。所以在加热时炉内各部位的必须相同。
与加热工件直接的物体必须经过充分烘干才能使用。但是烘干后如在常温下放置在湿度高的情况下水分仍会凝聚在工件表面上。所以是在使用前烘干。前有残存的氧化皮加热后有氧化皮残存的部位和没有氧化皮的部位会出现氧化皮的厚度和成分上的差异引起酸洗后表面不均匀所以不仅要注意终的热处理而且也要充分注意中间热处理和酸洗。