| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
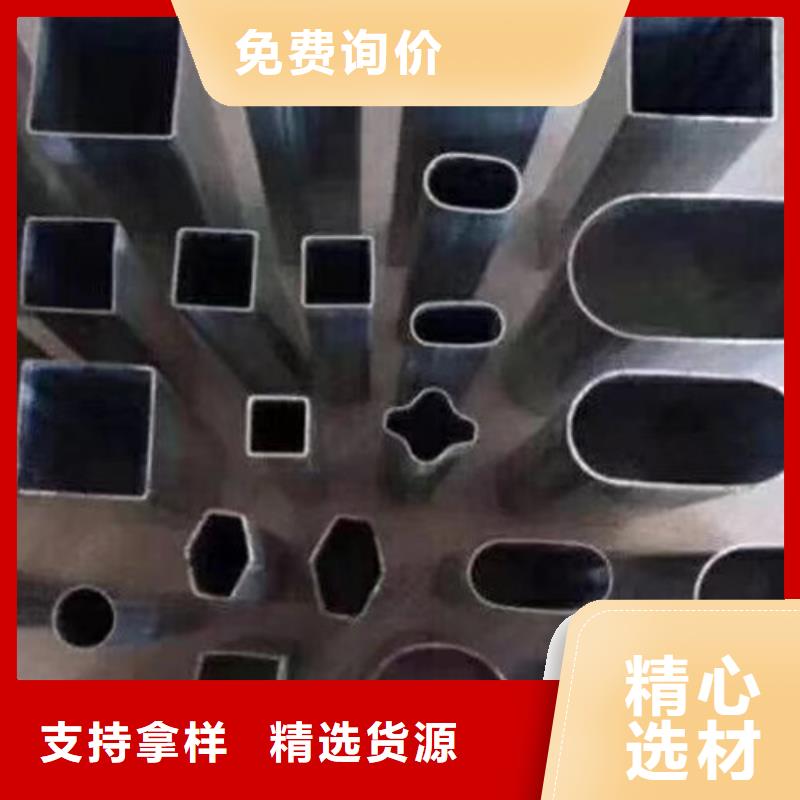
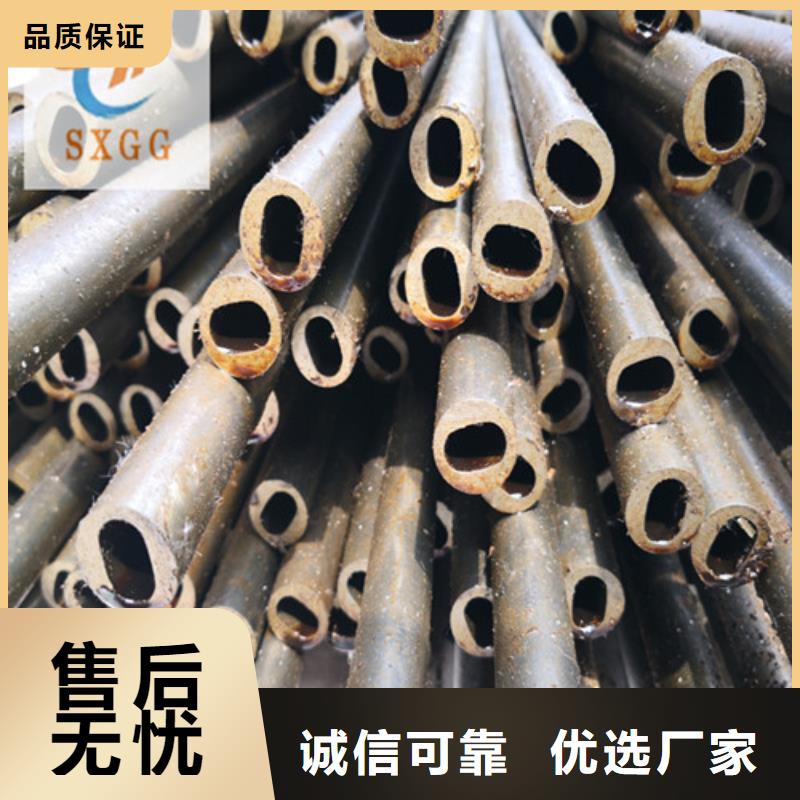
| 异型管 | 10-300mm壁厚0.8-20mm |


控制异型管焊接缝隙的六点建议
(一)调节温度 异型管的焊接温度主要受高频涡流热功率影响,高频涡流热功率主要受电流频率的影响,涡流热功率与电流激励频率的平方成正比;而电流激励频率又受激励电压、电流和电容、电感的影响。当输入热量不足时,被加热的焊缝边缘达不到焊接温度,金属组织仍然保持固态,形成未熔合或未焊透。当输入热时不足时,被加热的焊缝边缘超过焊接温度,产生过烧或熔滴,使焊缝形成熔洞。
(二)轧辊下压 将异型管带钢送入焊管机组,经多道轧辊滚压,带钢逐渐卷起,形成有开口间隙的圆形管坯,调整挤压辊的压下量,并使焊口两端齐平。如间隙过大,则造成邻近效应减少,焊缝晶间接合不良而产生未熔合或开裂。如间隙过小则造成邻近效应增大,或者焊缝经挤压、滚压后形成深坑,影响焊缝表面质量。0635-339 ,1234 ,188 6526 ,6789
(三)感应圈位置 高频感应圈应尽量接近挤压辊位置。若感应圈距挤压辊较远时,有效加热时间较长,热影响区较宽,焊缝强度下降。反之,焊缝边缘加热不足,挤压后成型不良。
(四)阻抗器影响 阻抗器的作用是使感应圈、管坯焊缝边缘与磁棒形成一个电磁感应回路,产生邻近效应,涡流热量集中在管坯焊缝边缘附近,使管坯边缘加热到焊接温度。阻抗器用一根钢丝拖动在管坯内,其中心位置应相对固定在接近挤压辊中心位置。开机时,由于管坯快速运动,阻抗器受管坯内壁的磨擦而损耗较大,需要经常更换
(五)焊疤 焊缝经焊接和挤压后会产生焊疤,需要。方法是在机架上固定刀具,靠焊管的快速运动,将异型管异型管的焊疤刮平。
(六)控制挤压力 异型管管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。



防止异型管裂纹的四点措施 异型管表面如果产生裂纹,通过目视检查很难发现,只有通过酸洗才能检测。为了防止异型管裂纹,我们可以采取以下四点措施:
(一)降低拉坯速度 结晶器的传热是冷却凝固过程中重要的环节,如果结晶器内钢水的冷却过快,会在初生坯壳表面产生细裂纹。为此,浇铸此类包晶钢时采用包晶钢专用保护渣,将钢水过热度控制在20-30℃,拉坯速度比普碳钢降低10-15%,确保拉坯时异型管表面温度远离脆性温度区。
(二)结晶器锥度 硕鑫结晶器锥度影响凝固坯壳与结晶器铜管的接触状态,其锥度应与凝固坯壳的收缩相适应。采用单锥度的结晶器凝固坯壳与结晶器内壁不能保持稳定接触,随着拉坯时间的增加,气隙增大,在钢水静压力作用下,坯壳产生变形,引起冷却不均。采用抛物线或多锥度的结晶器可使凝固坯壳与结晶器铜壁内壁良好接触,防止坯壳变形和产生裂纹。
(三)提高洁净度 加强冶炼和精炼的过程控制,降低钢水P、S含量。控制w(P)≤0.015%、w(S) ≤0.010%,并经过真空脱气、尽可能提高异型管钢水洁净度,有利于降低裂纹产生几率。
(四)结晶器液面波动 ,结晶器液面波动影响保护渣的熔化和均匀流入,造成弯月面热流波动和横向热流分布不均匀。结晶器液面波动由±5mm增加±20mm,裂纹指数由0增加到2.0。采用液面控制系统,可使结晶器液面波动±3mm,有效控制异型管裂纹的产生。



硕鑫钢管有限公司主要从事 内蒙古呼和浩特异形方管等相关业务。本公司拥有严密的生产设备,雄厚的技术力量,完备的检测手段和健全的质量保证体系,以保证产品结构合理、性能可靠。 生产厂家电话。