| 产品参数 | |
|---|---|
| 产品价格 | 电联/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 9999 |
| 运费说明 | 电联 |
| 是否厂家 | 鑫邦源 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 是否进口 | 否 |
| 产地 | 山东 |
| 品牌 | 鑫邦源 |
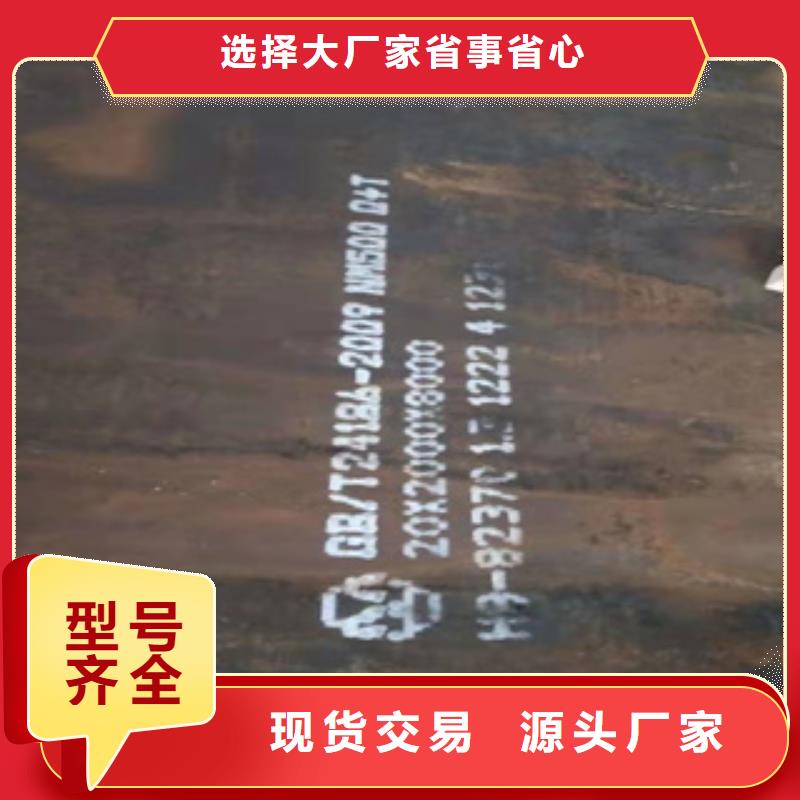
| 材质 | NM400 NM450 NM500 NM360 MN13 |
坡口角度很小的埋弧焊称为窄间隙埋弧焊。窄间隙埋弧焊的坡口面角一般为1-4,在复合耐磨板进行窄间隙埋弧焊的过程中,坡口面角随着焊缝收缩也相应地缩小到接近零度,使坡口变成具有一定宽度的间隙,此间隙宽度略大于导电嘴的宽度。 窄间隙埋弧焊一般焊接复合耐磨板,厚度为350mm间隙尺寸为18-25mm。复合耐磨板窄间隙埋弧焊具有下列优点:坡口窄小,熔敷金属量小,节省焊丝、焊剂、电能和工时。焊头自动跟踪焊缝,与一般埋弧自动焊相比,可避免人工调节焊头偏差引起的焊接缺陷,所以窄间隙埋弧焊性能可靠能确保焊接质量。 窄间隙埋弧焊采用脱渣性好的细颗粒焊剂,自动回收焊剂,焊工避免了清渣和筛选焊剂的工序。窄间隙埋弧焊采用线能量较小的焊接规范,改善了焊接接头的力学性能。由于复合耐磨板的坡口窄小,使焊接应力小和焊接接头综合力学性能良好,了焊接接头的抗裂性能。 焊缝中的热裂纹由于双金属耐磨板的含碳量及合金元素含量都较高,其结晶温度区间较大、偏析较严重,因而具有较大的热裂倾向。热裂纹经常出现在条焊道弧坑和凹形角焊缝中。为防止热裂纹,在选择焊接材料时,应尽量选用含碳量低,含S、P杂质少的填充金属【一般控制w(C)在0.15%以下,不超过0.25%,w(S)和w(P)均不超过0.03%-0.035%】,焊接时必须填满弧坑和保证良好的焊缝成形。