| 产品参数 | |
|---|---|
| 产品价格 | 3000-8000 |
| 发货期限 | 电议 |
| 供货总量 | 500000吨 |
| 运费说明 | 3-7 |
| 材质 | 235 16mn 20# 45# 20CR 40CR等 |
| 产地 | 聊城 |
| 规格 | 齐全 |
| 颜色 | 黑色金属 |
搏远金属制品有限公司位于山东省聊城经济技术开发区蒋官屯办事处季海工业园,公司主要产品有: 黑龙江绥化异性件厂家等多种系列,并可根据客户的要求,定做客户所需的产品,以满足市场需求。本公司致力于:“以诚相待,以信为本,以优取胜”的经营理念。“以科技求发展,以质量求生存”的质量方针。“真诚互沟通,服务无止境”的服务精神,愿与国内外各界朋友广泛合作,与时俱进,共创辉煌!公司为了增加客户的信任度和客户的权益,我们有专门的销售和维护团队,确保我们卖出的每一个产品都是合格的,性能是稳定的,公司一直秉着优质的服务和良好的信誉赢得了广大客户的一致好评,热忱欢迎您的指导和选用!








.国标法兰(flange)连接就是把两个管道、管件或器材,先各自固定在一个法兰盘上,两个法兰盘之间,加上法兰垫,用螺栓紧固在一起,完成了连接。有的管件和器材已经自带法兰盘,也是属于法兰连接。法兰连接是管道施工的重要连接方式。 法兰连接使用方便,能够承受较大的压力。 在工业管道中,法兰连接的使用十分广泛。在家庭内,管道直径小,而且是低压,看不见法兰连接。如果在一个锅炉房或者生产现场,到处都是法兰连接的管道和器材。
1、 按照连接方式法兰连接种类可分为:板式平焊法兰、带颈平焊法兰、带颈对焊法兰、承插焊法兰、螺纹法兰、法兰盖、带颈对焊环松套法兰、平焊环松套法兰、环槽面法兰及法兰盖、大直径平板法兰、大直径高颈法兰、八字盲板、对焊环松套法兰等。
GB系列(GB/T9119-2010标准)
JB系列(机械部)
HG系列(HG20592化工部标准)
ASME B16.5(美标)
BS4504(英标)
DIN(德标)
JIS(日标)
CBM(船标)国际上管法兰标准主要有两个体系,即以德国DIN(包括原苏联)为代表的欧洲管法兰体系和以美国ANSI管法兰为代表的美洲管法兰体系。除此之外,还有日本JIS管法兰,但在石油化工装置中一般仅用于公用工程,而且在国际上影响较小。现将各国管法兰简介于下:
以德国及原苏联为代表的欧洲体系管法兰。
美洲体系管法兰标准,以ANSI B16.5和ANSI B 16.47为代表。
英国和法国管法兰标准,两国各有两套管法兰标准。
.



.合金工具钢和高速工具钢
①合金工具钢钢号的平均碳含量≥1.0%时,不标出碳含量;当平均碳含量<1.0%时,以千分之几表示。例如Cr12、CrWMn、9SiCr、3Cr2W8V。
②钢中合金元素含量的表示方法,基本上与合金结构钢相同。但对铬含量较低的合金工具钢钢号,其铬含量以千分之几表示,并在表示含量的数字前加“0”,以便把它和一般元素含量按百分之几表示的方法区别开来。例如Cr06。
③高速工具钢的钢号一般不标出碳含量,只标出各种合金元素平均含量的百分之几。例如钨系高速钢的钢号表示为“W18Cr4V”。钢号冠以字母“C”者,表示其碳含量高于未冠“C”的通用钢号。
10.不锈钢和耐热钢
①钢号中碳含量以千分之几表示。例如“2Cr13”钢的平均碳含量为0.2%;若钢中含碳量≤0.03%或≤0.08%者,钢号前分别冠以“00”及“0”表示之,例如00Cr17Ni14Mo2、0Cr18 Ni9等。
②对钢中主要合金元素以百分之几表示,而钛、铌、锆、氮等则按上述合金结构钢对合金元素的表示方法标出。
11.焊条钢
它的钢号前冠以字母“H”,以区别于其他钢类。例如不锈钢焊丝为“H2Cr13”,可用于区别不锈钢“2Cr13”。
12.电工用硅钢
①钢号由字母和数字组成。钢号头部字母DR表示电工用热轧硅钢,DW表示电工用冷轧无取向硅钢,DQ表示电工用冷轧取向硅钢。
②字母之后的数字表示铁损值(W/kg)的100倍。
③钢号尾部加字母“G”者,表示在高频率下检验的;未加“G”者,表示在频率为50周波下检验的。例如钢号DW470表示电工用冷轧无取向硅钢产品在50赫频率时的单位重量铁损值为4.7W/kg。
13.电工用纯铁
①它的牌号由字母“DT”和数字组成,“DT”表示电工用纯铁,数字表示不同牌号的顺序号,例如DT3。
②在数字后面所加的字母表示电磁性能:A——高级、E——特级、C——超级,例如DT8A。
28
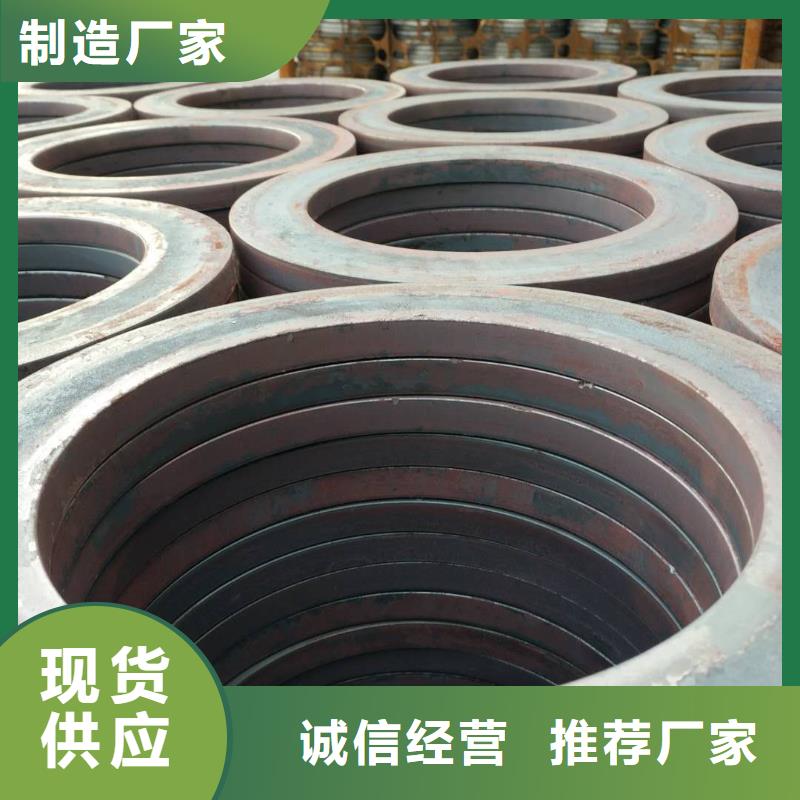
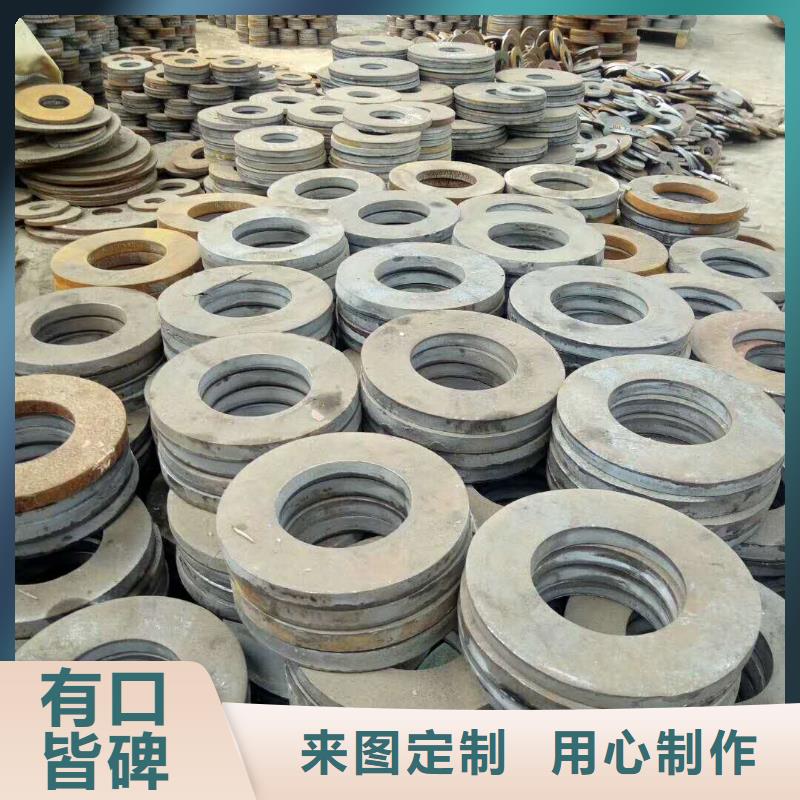
环形锻件是锻造行业中的产物,锻件的一种类型。是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。环形锻件在日常生活中随处可见,是一种工业制品。1、滑线落料:根据产品要求将钢锭切割成合理大小及重量;
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。
8