以下是:埋弧堆焊复合耐磨版激光打孔的产品参数
| 产品参数 |
|---|
| 产品价格 | 4200 |
|---|
| 发货期限 | 含运费 |
|---|
| 供货总量 | 9000吨 |
|---|
| 运费说明 | 3天内 |
|---|
| 厂家 | 天津鑫铭耐磨材料 |
|---|
| 价格 | 8-10 |
|---|
| 是否定制 | 可以 |
|---|
| 是否切割 | 可以 |
|---|
| 运输 | 汽运,含运费 |
|---|
| 颜色 | 黑色 |
|---|
| 硬度 | 60-62HRC |
|---|
| 尺寸 | 1400*3400 |
|---|
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
|---|
在甘肃省武威市采购埋弧堆焊复合耐磨版激光打孔请认准鑫铭万通商贸有限公司,品质保证让您买得放心,用得安心,厂家直销,减少中间环节,让您购买到更加实惠、更加可靠的产品。(联系人:李经理-13752667388,QQ:46046714,地址:天津北辰区北辰大厦4-1012发货到甘肃省 武威市 凉州区、民勤县、古浪县)。 甘肃省,武威市 2022年,武威市地区生产总值663.4亿元,比上年增长6.0%。
简约而不简单,我们的埋弧堆焊复合耐磨版激光打孔产品视频将用直观的方式展示产品的核心价值。
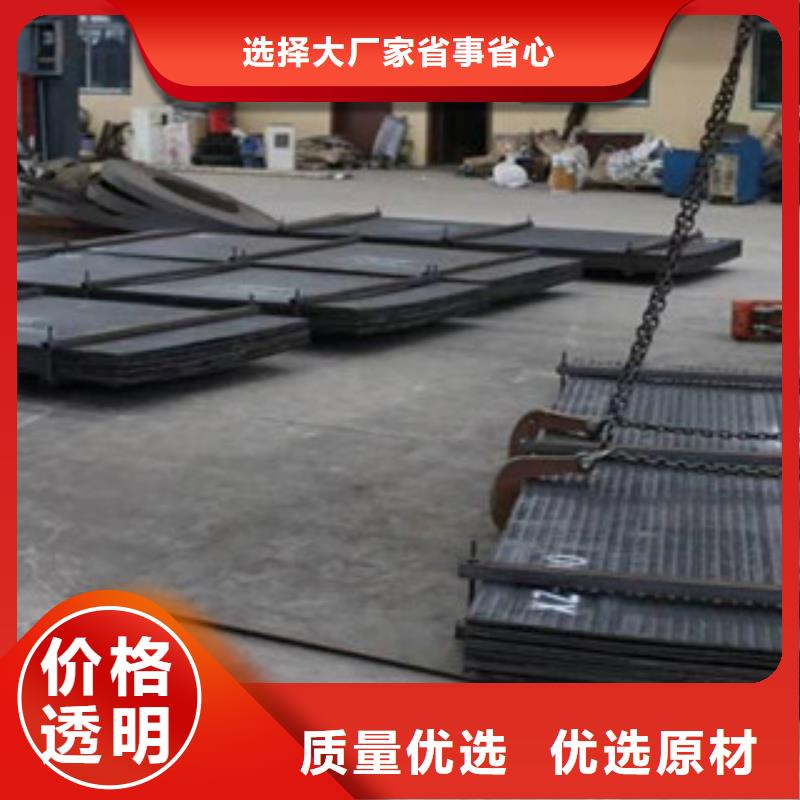
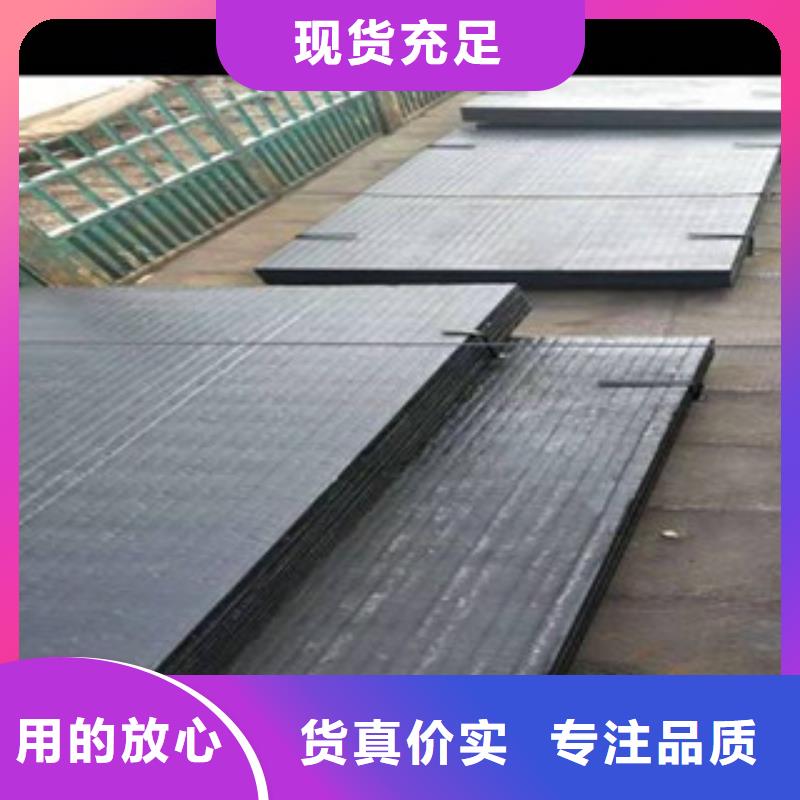
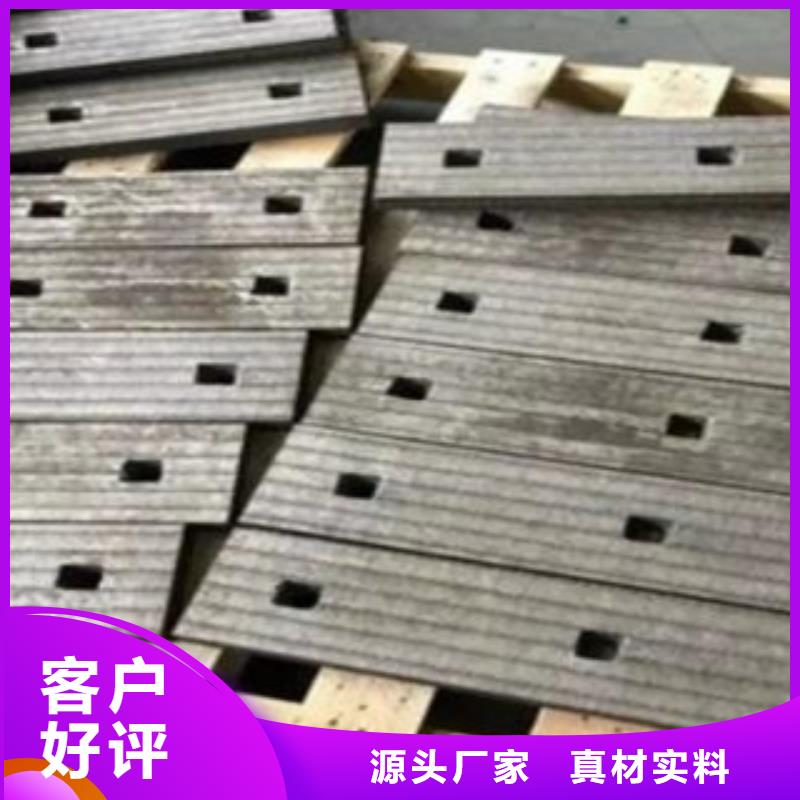
以下是:埋弧堆焊复合耐磨版激光打孔的图文介绍

鑫铭万通商贸有限公司生产的 甘肃武威锅炉管规格齐全,货源充足。多年来坚持守约、保质、薄利、重义的经营理念,与广大客商建立了牢固的合作关系,受到了广大客户的赞同。公司集设计、生产、销售、施工于一体。 近几年来,公司不断进取,不断创新,生产经营能力更加雄厚。也是完善了产品的品质,。欢迎广大新老客户来函,来电洽谈业务,真诚为您携手共创明天!


激光焊接的工艺及流程,分析了在优化工艺参数下焊接接头的显组织、耐腐蚀性能和力学性能. 显组织分析表明:焊缝窄且宽度均匀,未发现裂纹等缺陷;双面超薄不锈钢复合板的激光双面焊接具有成形性能好,焊缝金属与覆层不锈(略)连接良好.PSP法、CSP法和PSS法的激光焊缝晶粒均比母材的小。
随着超大规模集成电路的特征线宽不断减小,导致号传输延时、功耗增大以及互连阻容耦合增大等问题,为了解决这一问题,多孔低(超低)k介电材料越来越引起人们的注意。通过在前驱气体D5源中添加甲烷,由ECRCVD沉积技术制备出了SiCOH薄膜,由于在SiCOH低k薄膜的致孔工艺及后道工艺中,薄膜需要经受400~450℃的热冲击,因此首先对不同甲烷流量下真空退火前后薄膜的结构、表面形貌和湿水性进行了研究。在真空热处理过程中,热稳定性较差的碳氢基团发生了热解吸,使Si-O-Si网络结构以及链式结构发生交联而形成鼠笼结构,从而提高了薄膜中孔隙的含量,并使薄膜表面更平整。



1.4 内焊缝余高大增加输送介质的能源损失
输送用埋弧焊直缝管内表面若未做涂层防腐处理时,其内焊缝的余高大,则对输送介质的摩擦阻力也大,由此将使输送管线的能耗增加。
天津鑫铭万通焊割机械有限公司是国内权威的生产厂家,本厂专业制造耐磨钢板、耐磨衬板、复合耐磨板、耐磨合金钢板、双金属耐磨板、碳化铬耐磨板、高铬合金钢板、双金属复合耐磨钢板、堆焊耐磨钢板等产品生产的产品不仅畅销国内各大省市,还销往海外各个 和地区,深受很多的用户赖,因为质量好,耐磨性好,一直受到广大用户的好评。


③ 焊接电流不宜过大,采用快速焊接,直线运条。多层多道焊时控制好层间温度,防止过热。
④ Ni3.5%钢板厚度在25mm以上时,要在125℃以上预热,Ni9%钢不预热。
⑤ Ni3.5%钢和铁素体型双金属耐磨板当因板厚或其他因素产生焊接残余应力时,应考虑进行600~650℃的热处理;Ni9%钢和奥氏体双金属耐磨板焊后一般不进行应力热处理。
⑥ 减少应力集中。防止碰伤材料,若已碰伤应打磨修理;不得随意引弧,可在焊缝或坡口内引弧,但引弧处应重熔,填满弧坑;焊缝成形应良好,避免咬边;焊缝表面应圆滑向母材过渡;纵、环焊缝、接管、人孔处的角焊缝必须全焊透;当环缝不得不采用残留衬环进行单面焊时,应特别注意衬环的装配质量,并在装到内壁上后,将衬环本身的对接焊缝全焊透;去除装配用定位铁和楔子后,留在焊件上的焊疤必须进行焊补并打磨光滑,还要进行MT检查,确认没有表面裂纹。返修焊补工艺的制定及施焊应特别严格控制,尽量避免大面积的焊补。

今年在甘肃省武威市购买埋弧堆焊复合耐磨版激光打孔有了新选择,鑫铭万通商贸有限公司始终坚守以用户为中心的服务理念,将品质作为发展的基石。厂家直销,确保为您提供价格实惠且品质卓越的埋弧堆焊复合耐磨版激光打孔产品。如需购买或咨询,请随时联系我们,联系人:李经理-13752667388,QQ:46046714,地址:北辰区北辰大厦4-1012。