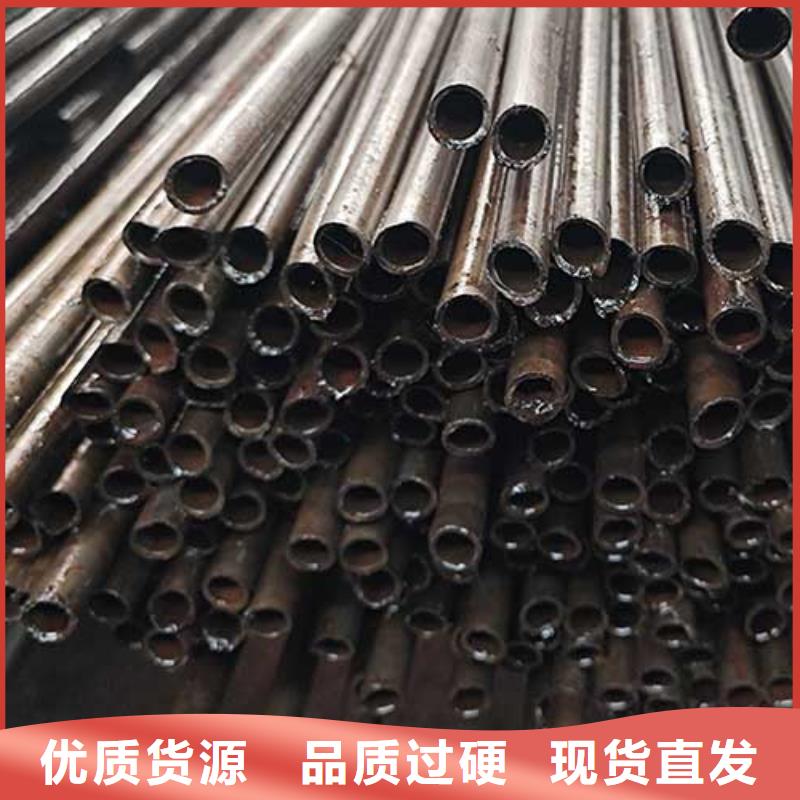
以下是:20#精密管分类的产品参数
| 产品参数 |
|---|
| 产品价格 | 6300/吨 |
|---|
| 发货期限 | 1-2天 |
|---|
| 供货总量 | 充足 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 1 |
|---|
| 是否厂家 | 是 |
|---|
| 产品材质 | 齐全 |
|---|
| 产品品牌 | 恒永兴 |
|---|
| 产品规格 | 齐全 |
|---|
| 加工定制 | 可以 |
|---|
| 产品型号 | 齐全 |
|---|
| 品牌 | 恒永兴金属 |
|---|
| 材质 | 10#、20#、45#、27simn、15crmo、42crmo等 |
|---|
| 规格 | 齐全 |
|---|
20#精密管分类,恒永兴金属材料销售
有限公司为您提供20#精密管分类的资讯,联系人:李经理,电话:022-86869388、18802286588,QQ:554918566,发货地:天津北辰区双街镇京津路西(北方实业发展有限公司内)发货到吉林省 延边市 延吉市、图们市、敦化市、珲春市、龙井市、和龙市、汪清县、安图县。 吉林省,延边朝鲜族自治州 延边拥有自然保护区5个、省级自然保护区8个,森林覆盖率高达80.8%。州内有野生动物367种,野生植物3890种,盛产被誉为“东北三宝”的人参、鹿茸、貂皮。延边苹果梨受到地理标志产品保护,是亚洲的苹果梨生产基地。州内有大小河流487条,水能蕴藏量141万千瓦。延边素有“长白林海”之称,全州林业总经营面积406.6万公顷。
产品视频展示,助您洞悉20#精密管分类产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:20#精密管分类的图文介绍

恒永兴金属材料销售
有限公司相伴一生,值得托付,为客户提供好的 吉林延边不锈钢管产品好的服务,是企业不懈的追求。


纵缝电焊焊接是在精密无缝钢管对圆后开展。由于立焊,焊丝熔融造成的熔滴不可以借助自身作用力掉入弧坑,关键靠电孤吹力,电磁感应吸引力和金属材料界面张力,驱使熔滴进到弧坑。因而务必应用短弧电焊焊接,弦长维持在二分之一的焊丝直徑(意指应用低氢型偏碱焊丝来讲)。焊丝垂直平分焊接或略斜放,歪斜视角一般不超出15°。从上到下、按段、退焊,按段长短,一般以400mm上下为宜,但如纵缝倾斜度形变很大,为使焊后有很大的反形变,以改进倾斜度,也可适度变大按段长短,不锈钢管厂采用由精密无缝钢管焊接正中间按段或不按段从下向上持续焊接。 层电焊焊接更为关键,焊缝空隙小的,沿焊接管理中心作平行线运条,焊得薄些;空隙大的,可稍作曲线晃动,以扩宽焊缝,使其表层整平,不然,焊接两侧出現凹形,在电焊焊接第二层时非常容易造成焊瘤;部分空隙过大的,则要先加小电流量在两边沿焊缝喷焊,变小其空隙,随后再焊正中间一道焊肉,以降低残余应力。但喷焊一部分,维护欠佳,非常容易造成出气孔。 在电焊焊接刚开始或在电焊焊接时要再次引弧时,焊丝均应在起点焊前边约10mm处引弧,引弧后,稍变长电孤,引弧形坑处,铺满弧坑,再往前电焊焊接。 之后精密无缝钢管各层电焊焊接可选用正半月形或折线型运条,但焊至二侧都应稍加滞留,以确保有一定的焊道,防止焊瘤。当焊至盖整体面层前一层时,焊缝正中间要平,不必把二侧焊缝边烧毁,并空出2mm上下的深层,有利于电焊焊接盖整体面层。因此,在焊接前,就应依据焊缝薄厚和双层焊的进行,有方案的做出分配。盖面焊选用反半月形运条,从下向上,持续、匀称焊接。另外,焊接正中间要稍为高于,边沿和对接焊缝光洁衔接,使焊接成形整平、美观大方。



精密异型管在生产中常常会添加一些合金元素,而这合金元素具体在这异型管中可以起到怎样的作用呢?下面我们一起了解下吧。合金元素在异型管中起到一下这些作用:1、形成合金固溶体,凡是溶入铁素体的合金元素均起固溶强化作用,使钢的强度和硬度提高、韧性降低。2、形成合金碳化物,碳化物的稳定性越高,热处理加热时,碳化物的溶解及奥氏体的均匀化越困难。同样异型管在冷却及回火过程中碳化物的析出及其聚集长大也越困难。3、影响奥氏体形成速度,Cr、Mo、W、V、Ti、Nb、Zr等强碳化物形成元素与C的亲和力强,形成难溶于奥氏体的合金碳化物,显著阻碍C的扩散,大大减慢奥氏体形成速度。为了加速碳化物的溶解和奥氏体成分的均匀化,必须提高加热温度并保温更长时间。Co、Ni等部分非碳化物形成元素能增大C的扩散速度,使奥氏体形成速度加快。4、提高回火稳定性,回火稳定性,即淬火钢在回火时硬度下降快慢的性质。合金元素可以推迟马氏体的分解和残余奥氏体的转变,即异型管在较高温度才开始分解和转变。另外可以提高铁素体的再结晶温度。提高回火稳定性作用较强的合金元素有:V、Si、Mo、W、Ni、Co等。5、增大回火脆性,回火脆性是指在某些温度区间回火时,钢的硬度显著下降的现象,方法有快冷或加入Mo或W元素。合金钢的强化机制:1.合金F的固溶强化;2.M位错强化;3.细晶强化;4.弥散强化。6、影响奥氏体晶粒大小,除Co、Ni以外,绝大多数合金元素,特别是强碳化物形成元素由于形成异型管合金渗碳体和特殊碳化物,更难溶入奥氏体中,并且阻碍奥氏体晶界的移动和奥氏体晶粒的长大,起到细化晶粒的作用。7、产生二次硬化,二次硬化指淬火钢在回火时随着回火温度的升高,硬度不下降反而升高的现象。异型管产生二次硬化的原因是残余奥氏体的转变:Mn、Mo、W、Cr、Ni、V、Co、V、Mo、W、Cr、Ni、Co。Co仅在高含量并有其他合金元素存在时,由于能产生弥散分部的金属间化合物才有效。



很多朋友在使用精密钢管时会发现,钢管的表面有出现S形弯的情况,那么引起钢管出现S形弯的原因都有哪些呢?下面小编来为大家详细的介绍下。1、精密钢管穿孔管坯过长,为了顶头提高寿命,将内冷却水增大,但是毛管产生螺旋阴阳面,毛管表面红黑两种明显温度,就是产生螺旋外径大小。 在冷拔精轧机加工时,由于毛管表面温度红黑存在,钢性硬度不一致, 所在金属延伸时,产生不同步,黑色的壁厚厚,红包壁厚薄,黑色的外径小,红色的外径大。-般穿钢管下料09-1.0米,这样顶头内冷却水控制小点,有利毛管表面不容易阴阳面。2、穿孔机前台送料口(进口嘴)凄压紧,不能有摆动现象。管坯咬入后,管坯尾巴产生甩动,顶头居穿孔时,左右摇摆,产生毛管波浪高低不平,并且均匀度壁厚准,同样送料内径不太大,也会管坯尾巴产生甩动厉害,一般送料内径此管坯大15毫米, 这样管坯咬入时,管坯较为稳定。3、定心辊的调正,毛管接近 架定心辊时, 即将打开,从而毛管进入 架定心辊内, 接近定心辊及进入定心辊内,在这段时间很短的阶段,往往第二架定心将顶杆调正比较低时,毛管会产生顶头工作时不稳定(毛管接近 架定心辊时, 打开,毛管往下沉,进入定心辊内,毛管又往上升,这样一低一升,顶头这里也-低升,逐步毛管产生壁厚不均匀。4、精密钢管管坯断料与锯料I者有所不同。锯料没有压扁度,穿孔咬入准,头部壁厚匀度较好,断料压扁度大,有时壁厚负差大,而且往往产生咬入不良,精钢管管坯头部从而受轧辊内冷却水及页头的冷却水冲击,毛管头部一般产生严重阴阳面,而且精轧后,头部容易开裂。5、精密钢管顶头与毛管内壁间隙不能过小。过小,毛管容易产生麻花波浪高低不平,而且由于间隙较小,顶头喷水循环流动减慢,并且顶头损坏较快,一般40-6坯,顶头直径不小于毛管内径5-6毫米,有时顶头使用大-点,毛管外径可以适当大一点。
20#精密管分类_恒永兴金属材料销售
有限公司,固定电话:18802286588,移动电话:022-86869388,联系人:李经理,QQ:554918566,北辰区双街镇京津路西(北方实业发展有限公司内) 发货到 吉林省延边市。