我们的实拍声测管注浆管怎么用视频将为您呈现产品的真实面貌和卓越性能,让您更好地了解产品的优点和特点,不容错过!
以下是:声测管注浆管怎么用的图文介绍

专注株洲注浆冷却管行业十余年
株洲注浆冷却管的详细介绍
定制定做操作便捷

厂家加工制作注浆管的程序是比较多的,而且注浆管的类型也是有很多的,在进行制作注浆管的时候需要用到关键的一步就是注浆管的焊接。注浆管在焊接的时候要注意的问题也是比较多的,一般焊接的时候要注意以下几点,才能够保证注浆管的质量和效率的不断地进行。打底选用H08CrMoVA焊丝,填充选用R317焊条。注浆管材料信息条件切段钢管制作焊条比较靠适合气焊。知道钢管材质才能选择焊条或钢管牌号帮电弧焊连接管道放划线基础按矫管材、湖南株洲本地切割料、湖南株洲本地坡口、湖南株洲本地组、湖南株洲本地焊接、湖南株洲本地清理焊渣等工序进行施工坡口加工及清理。当Ceq>0.4时,焊接接头淬硬倾向大,可能出现裂纹。而本次15Cr1MoVG的碳当量值为0.515,可知15Cr1MoVG钢的裂纹敏感性大,再加上焊缝的拘束应力大,从而使焊接性变差,所以为保证焊接质量,必须采取严格的焊接参数,适当的焊前预热以及焊后热处理等工艺措施。注浆管控制注浆管淬火时的弯曲度,可从以下几个方面进行:(1)采用先外喷后内喷的分步冷却工艺。由于注浆管的内喷水是从注浆管的一端流向另外一端,注浆管在两端的冷却速度不同,从而导致注浆管弯曲。故可采用先进行外喷水冷却,使得注浆管表层首先发生组织转变,再用内喷水进行冷却的方法,避免注浆管弯曲畸变,内喷水比外喷嘴的延时时间可采用2 ~10s。(2)减少注浆管在旋转轮上的悬出端长度。通过合理的旋转轮布局及注浆管长度控制,将注浆管端部悬出量控制在≤600 mm,可有效减小淬火时的离心力,降低注浆管管端弯曲度。(3)合理控制旋转轮转速。(4)控制水淬旋转轮中心。旋转轮中心偏差对注浆管淬火时弯曲度有较大影响。经研究,旋转轮中心极差应控制在0 ~5 mm。(5)控制内外喷水量及均匀性。油井管淬火冷却采用外表面层流冷却加内轴向喷射方式时,外喷水量大小及均匀性、湖南株洲本地内喷水量大小及内喷嘴的对中度也是注浆管水淬时弯曲度的重要影响因素。
4大优势值得信赖
多年行业经验为您提供更好的株洲注浆冷却管购物体验
YEARS OF INDUSTRY EXPERIENCE TO PROVIDE YOU WITH A BETTER SHOPPING EXPERIENCE

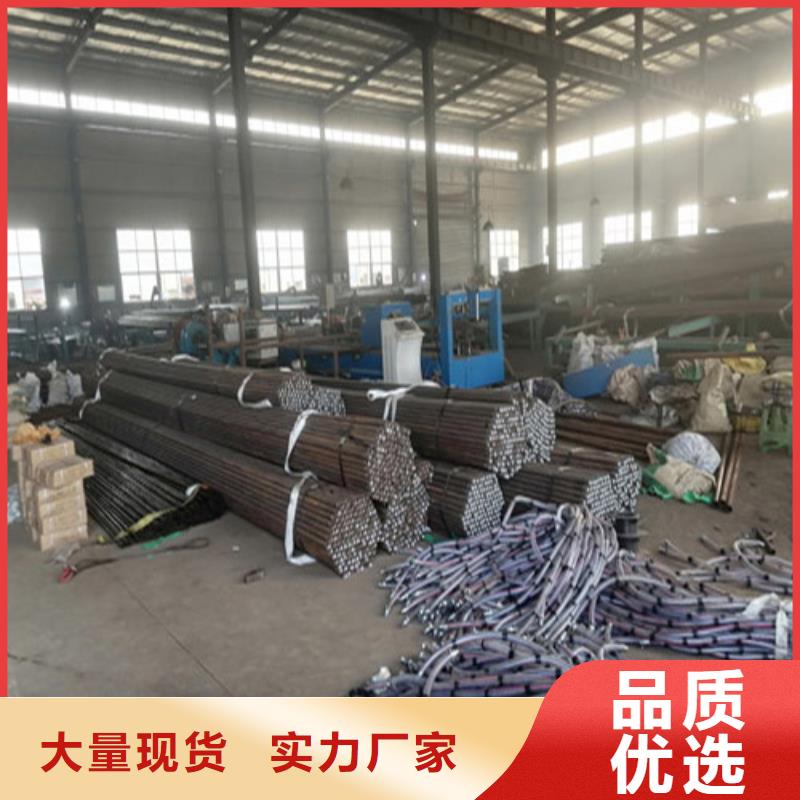
实物展示
专业的株洲注浆冷却管生产厂家为您提供一站式采购
PROFESSIONAL PRODUCT MANUFACTURERS PROVIDE YOU WITH ONE-STOP PROCUREMENT
工程案例
细节决定成败,为您提供株洲注浆冷却管的解决方案
DETAILS DETERMINE SUCCESS OR FAILURE,PROVIDING YOU WITH PRODUCT SOLUTIONS
适用范围广
WIDE APPLICATION RANGE