| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 产地 | 山东 |
| 品牌 | 顺源鑫金属 |
| 材质 | 碳钢 |
| 是否全新 | 是 |
| 发货期限 | 1-3 |





也被称为冷作硬化。原因是,精密钢管的塑性变形过程中,晶粒滑移,出现位错缠结,细长,破碎和纤维化的粮食,内部精密无缝钢管产生的残余应力。度与加工和表面层的加工和硬化层深度来表示通常比淬火硬度。
冷作硬化是一种与过程方法加强精密无缝钢管、合金的重要手段(冷加工后,强度明显提高腐烂或合金后),然后是冷冲压工艺方法可能的前提下,有利于形成和不锈钢管的加工,合金金、不适合通过热处理强化。冷拔后,滚动和喷丸处理,可以显著提高表面强度精密无缝钢管材料,零件和部件;
该部分应力,往往超过材料屈服极限的局部应力的某些部分,塑性变形引起的,由于加工硬化限制继续塑性变形的发展,可以提高零部件的度;精密无缝钢管零件在冲压,塑性变形强化的陪同下,转移到周围的非硬化的部分的变形。通过这样反复交替过冷冲压变形得到均匀截面;
它可以提高低碳钢的切削性能,切削易分离。但工作的精密无缝钢管进一步加工困难的硬化。

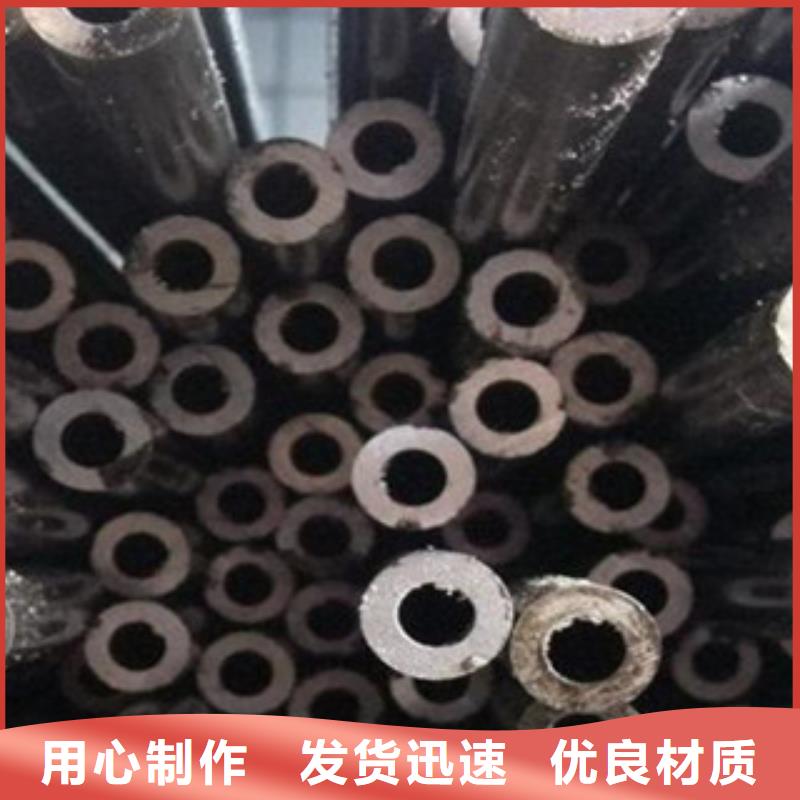
精密管的原料是精密管坯,精密管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200℃。燃料为氢气或乙炔。炉内温度控制是关键性的问题.精密管坯出炉后要经过压力穿孔机进行穿空。一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,精密管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。钢管经矫直后由传送带送至金属探伤机(或水压实验)进行内部探伤。若钢管内部有裂纹,气泡等问题,将被探测出。钢管质检后还要通过严格的手工挑选。钢管质检后,用油漆喷上编号、规格、生产批号等。再由吊车吊入库。
精密管分热轧和冷轧(拨)精密管两类。热轧精密管分一般钢管,低、中压锅炉钢管,高压锅炉钢管、合金钢管、不锈钢管、石油裂化管、地质钢管和其它钢管等。
精密钢管整体市场在十月份得到明显的改善,市场预期比原来要好,商家由亏损开始进入盈利。精密管在开始就供需严重的失调,市场需求较少,供货较多,但是还是供过于求,整体市场的效益不佳。随着9月份的高温多雨的天气出现,洪涝灾害天气的频发,供货受到影响,这时的价格是不断地进行上涨的势头。
精密管现货的资源是比较广泛的,生产的类型也是多种多样的,在各种的行业生产和相关的领域中都是发挥着比较重要地作用的,可以说是精密管生产和加工的基地。精密管在加工的时候是实行的是流水线加工的方式进行的,各种的流水线的加工以及生产中的过程是比较重要的,也是比较有顺序性的。这样的一种情况,一直持续到了,精密无缝钢管的出现,才被彻底的解决。甚至可以说,精密无缝钢管促进了,运输行业的发展。因为精密无缝钢管,自身的使用性能,就是十分的。而且精密无缝钢管,对于管道的抗氧化性能,也是十分的重视。在制作精密无缝钢管的过程中,就加入了一些抗氧化的处理。这使得精密无缝钢管,即使长时间与水接触,也不会轻易的生锈。这然运输行业,再也不用为了,延长管道的使用寿命,而花费大量的财力与物理,对管道进行维护了。而使用寿命的增加,也减少了运输行业,前期投入的成本。
精密小口径光亮管冷却注意事项:小口径精密钢管的过冷奥氏体非常稳定具有很髙的淬透性即使空冷也能得到马氏体组织但空冷则会造成刀具外表的氧化并有可能析出共析碳化物因此尽可能的不采用空冷。 对于较大和复杂的不锈钢管为减少变形和开裂淬火时可进行预冷处理但应控制时间一般根据不锈钢管的形状等控制在几秒到几十秒前提是不能析出二次碳化物而降低刀具的硬度和红硬性等冷拔无缝钢管另外不允许发生腐蚀麻点等。 分级淬火温度应不超过650°C以防止大棚钢管发生珠光体的小口径吹氧管厂转变和析出碳化物。小口径精密光亮管厂 考虑到下贝氏体的转变温度为320~250°C其转变快的温度在260~30CTC因此生产中采260~280°C等温2~4h由于等温淬火后的剩余精密钢管奥氏体温度较多而且稳定故应进行四次回火。
精密无缝钢管机的生产效率一直是人们为关注的问题。提高冷轧管机的生产效率就是提高冷轧精密无缝钢管机的小时产量产量A、一般用下式进行计算冷轧管机的小时.从上式可知,提高轧厚壁无缝管机产量的 个重要途径就是提高轧管机的速度。要想提高轧管速度,必须首先解决轧管机机架的惯性力和惯性扭矩的平衡方法及具体结构,各个零部件的强度和刚度以及润滑、冷却、使用寿命等问题。加大送进量,和提高延伸率人是提高轧管机产量的又一有效的措施。为此,采用环形孔型块是理想的解决方法,它既有利于加长机架行程又不过多地增加轧辊的直径。 提高冷轧精密无缝钢管机产量的第三个途径是,必须提高轧管机的有效工作系数,值。要提高9,将涉及多方面的问题.一方面,要求轧管机的设计要合理,加工制造精度高,以减少维护及检修停机时间。另一方面要提高轧管的机械化、‘自动化水平,以减少辅助操作时间。第三方面,也是很重要的发展方向,要实现冷轧管机不停机,连续装科和连续轧制.提高轧管机产量的第四个措施是增加同时轧制管材的根数。需要指出的是,线数增加并不能使轧管机的产量成整数倍增加,而且成品管的精度将有所降低‘对于中间工序,是完全可以的。
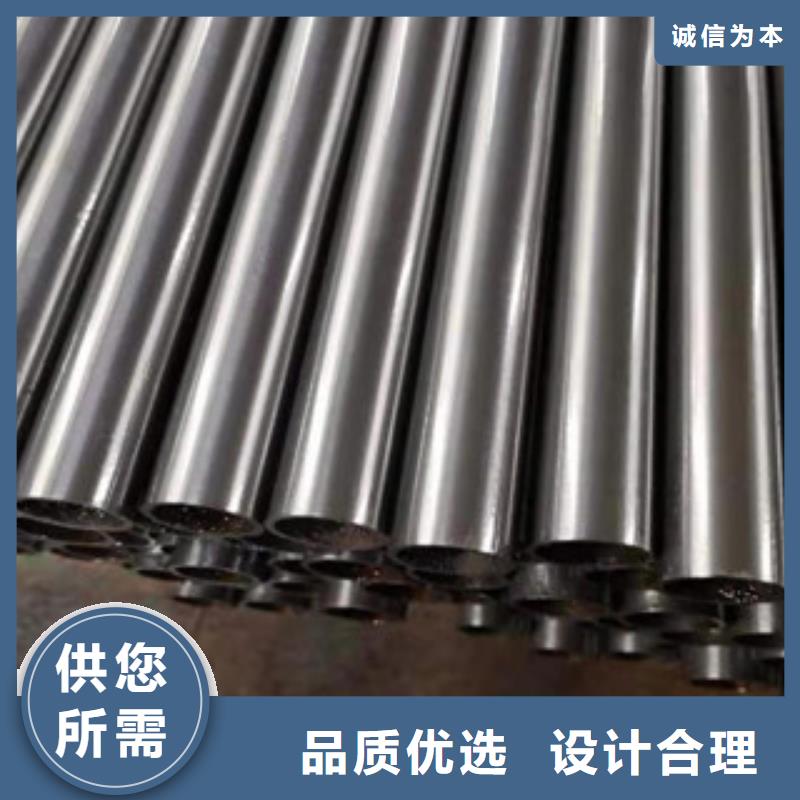
现在的精密钢管能够被广泛投入到流体管道中使用,其内壁光滑,同时也具有一定的抗腐蚀性,在安装的过程中也具有一定的优势,在安装的过程中只需要焊接机可,可以省去检查其气密性的步骤,同时也可以减少对精密钢管护理的不必要开支。