| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 999 |
| 运费说明 | 1-3天 |
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |

从灵活性的角度看,激光切割技术可以加工任何已编程的形状;激光可以在任何方向切割。模板的形状可以在没有任何工具的帮助下快速更改,从而使处理具有竞争力的个性化包装或品牌成为可能。准确度也是数字系统的优点之一。激光加工可以补偿印刷和印后加工中的误差。例如,材料可能会被拉伸和变形,而激光可以根据这些变形进行调整,这是传统模板无法做到的。激光切管产品的加工是一项非常准确的高水平技术,当然前期也需要一定的成本投入,下面将围绕激光切管的相关问题提供有针对性的解决方案。
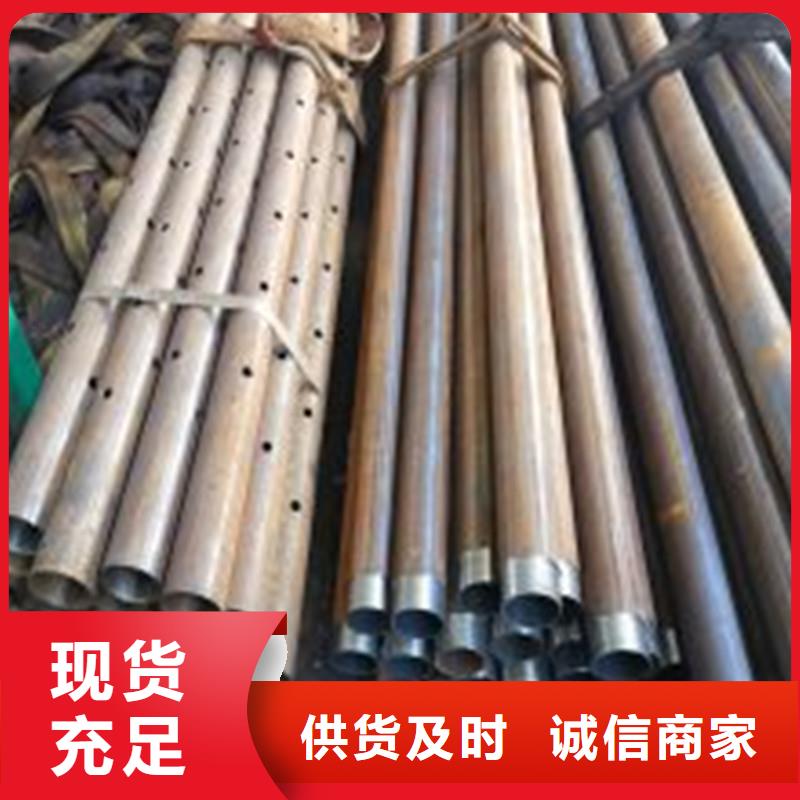
通过专业的管材切割和套料软件在计算机上提前绘制、套料、切割段编程,生成切割程序,然后对大长度不锈钢管进行全行程自动激光切割。数控激光管切割由于切割效率高,编程排料比较复杂,如果使用不当,会造成管材浪费和切割效率低。专业的排料软件是数控切管机实现大批量、高 效率、高质量切割生产的基础和前提 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打。

激光焊接易于进行自动高速焊接, 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打也可通过数字或计算机控制;焊接薄材料或小直径线材时,不会有电弧焊时回流的麻烦;不受磁场影响(电弧焊和电子束焊容易),能准确对准焊件;可焊接两种物理性能不同的金属(如电阻不同);不需要真空,穿孔焊接时不需要x射线焊接,焊道深宽比可达10:1,激光束可通过开关装置传送到多个工作站。近年来随着科学技术和工业经济的快速发展,对铝合金焊接结构件的需求越来越大,因此对铝合金焊接性的研究也越来越深入。铝合金的广泛应用促进了铝合金焊接技术的发展。同时,激光焊接技术的发展拓展了铝合金的应用领域,因此铝合金焊接技术成为研究热点之一。激光切管铝合金焊接工艺改进的前提是熟悉铝合金的材料性能。

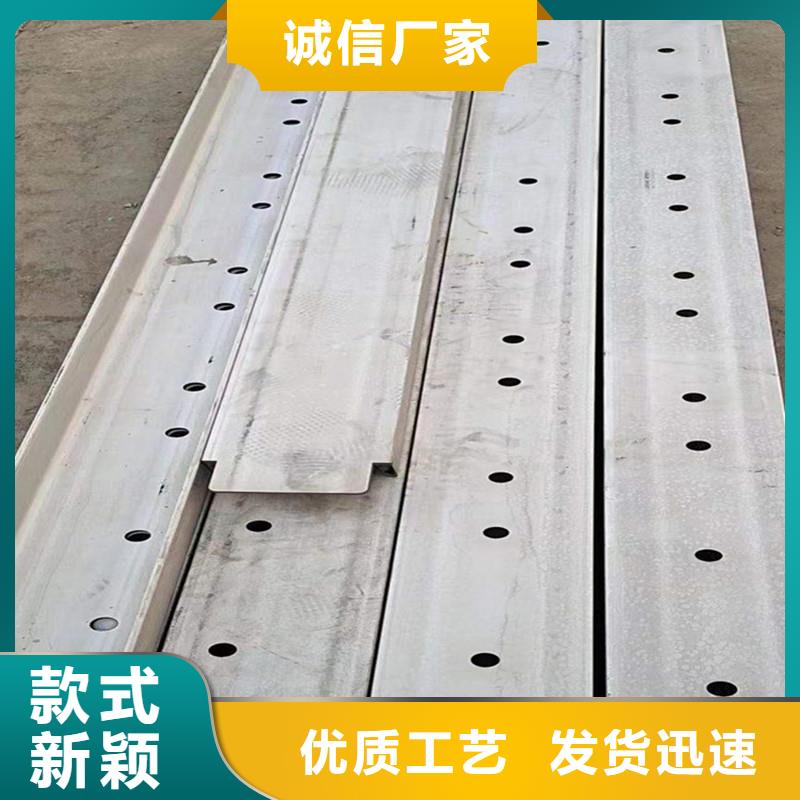
节省工序:不锈钢管激光切割机让您节省人工和复杂的多工序加工(锯、钻、开槽、磨),同时节省中间物流环节和存储成本。与传统的切削加工相比,单工件加工成本更 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打低。护栏可能是日常生活和社会中被忽视的东西之一。但提到“栅栏”,我想你会突然意识到,脑海中不禁浮现出它曾经擦肩而过的场景。原来,围墙一直在悄悄地守护着我们的四周;原本,护栏在生活中随处可见。
护栏的种类和用途很多,激光切管其中不锈钢等金属复合管因其耐腐蚀、耐老化、美观牢固等优点在护栏领域得到了广泛的应用。护栏按用途可分为公路护栏、街道护栏、市政护栏、弧形护栏、北京风格护栏、景观护栏、防眩光护栏、楼梯护栏、阳台护栏、绿地护栏等,广泛应用于别墅、学校、酒店、娱乐场所、交通场所、高速公路等。

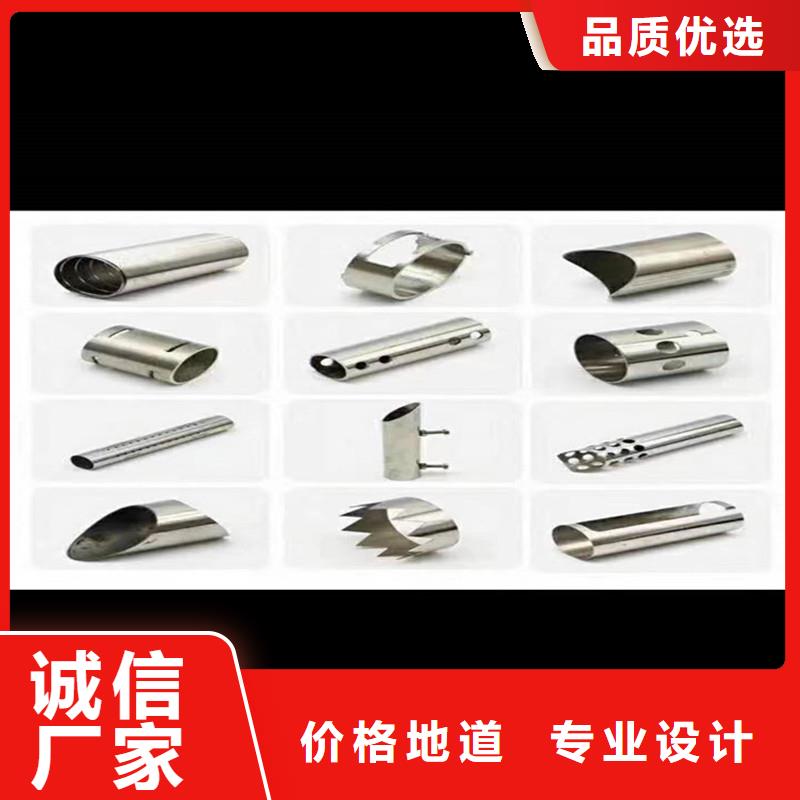
不锈钢、铝合金及其他高温合金管道通过特殊的 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打控制技术和处理技术根据超耐热不锈钢管熔化切割的特点我们可以选择不同的电火花线切割方法角脉冲切削控制和角落治疗功能以减少溅芯片的出现很大地提高稳定性的锐角切割、聚焦透镜的减少污染提高了聚焦透镜的生产质量和使用寿命。在切割尖角时,通过使用不同的激光功率、脉冲频率和脉冲占空比,可以保证尖角切割轮廓的质量,提高切割效率。在管道加工过程中,管道本身存在各种缺陷。其中,管材的变形和弯曲变形对激光加工产生影响,影响切割质量。通过使用电容式传感器切割头,激光切管可以实现高精度、高灵敏度和高稳定性的切割;根据特殊截面管的加工要求如椭圆管管博士和其他异形管特殊截面管的激光切割技术和激光切割的自动补偿技术可以开发管道变形和弯曲变形从而解决缺陷引起的激光切割管本身。