| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 999 |
| 运费说明 | 1-3天 |
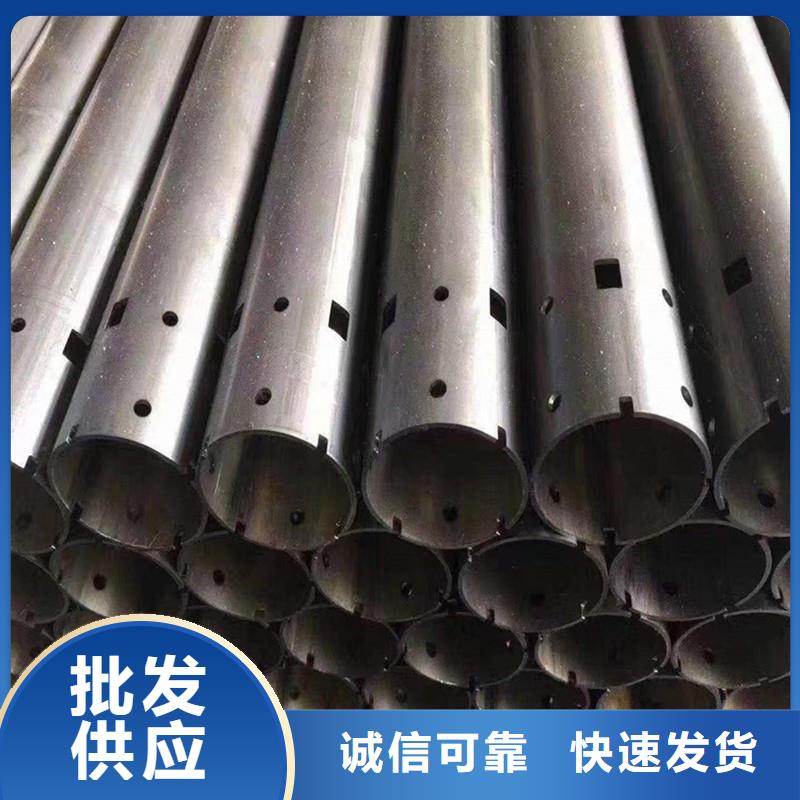
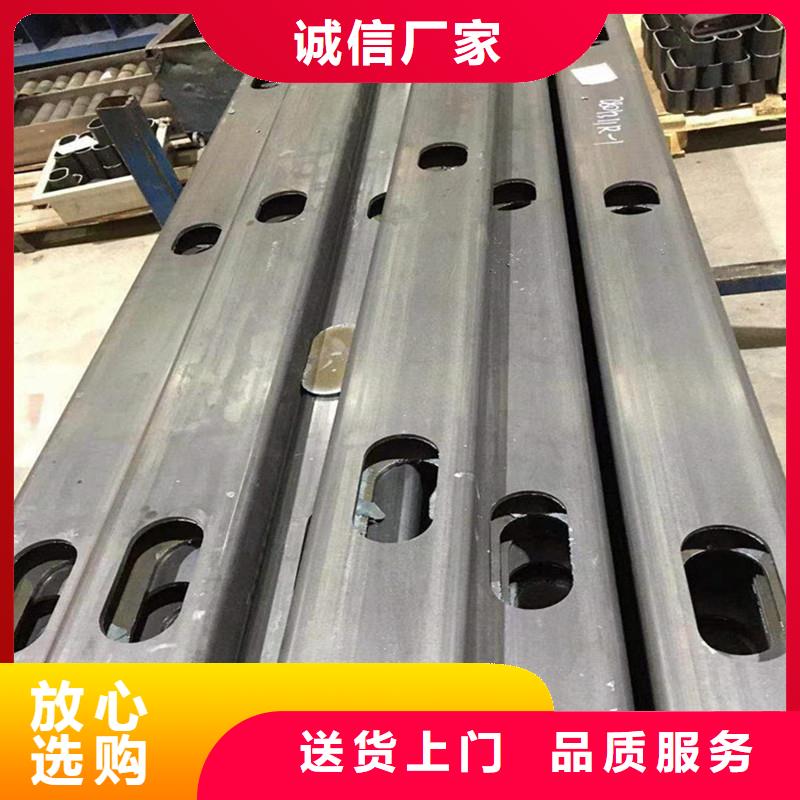
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
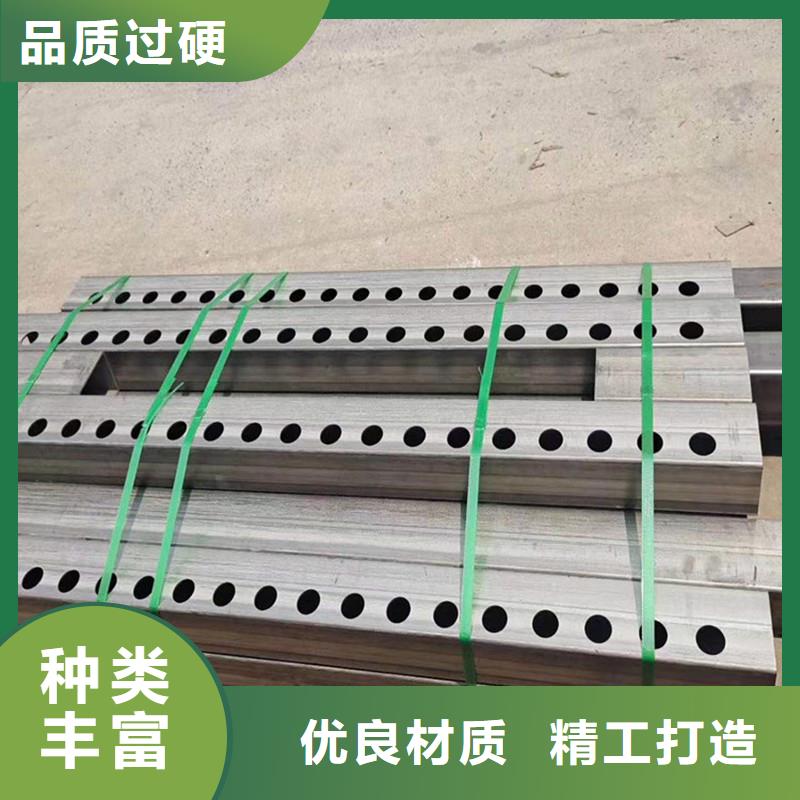
| 精密开孔 | 公差0.05 |
浙江方管开孔定制公司


铝合金焊接气孔铝合金的种类很多,其气孔也不尽相同 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打,但通常不同于以下几种气孔。
1)保护气体产生的气孔。高能激光焊接铝合金过程中,由于熔池底部小孔前的金属强烈蒸发,保护气体被吸入熔池内形成气泡。当气泡不逸出时,它们仍然停留在固态铝合金中,成为孔隙。
孔洞由一个小洞坍塌而形成的孔洞在激光焊接过程中,当表面张力大于蒸汽压时,小孔就会不稳定而坍塌,金属来不及填充小孔。也有很多实际的措施减少或避免气孔缺陷在铝合金的激光焊接如调整激光功率波形减少不稳定的小洞崩溃改变光束集中高度和倾斜照射应用电磁场在真空焊接过程和焊接效果。近年来,采用充丝或预凝合金粉末、复合热源和双聚焦技术来降低孔隙率,效果良好。
3)氢气孔。激光切管铝合金在有氢存在的情况下熔化时,其内部的氢含量可以达到0.69ml/100g以上。但凝固后,合金在平衡态的溶氢能力只有0.036ml/100g,相差近20倍。因此,在液态铝向固态过渡的过程中,须将液态铝中多余的氢析出。如果析出的氢不能顺利地漂浮和逸出,就会聚集成气泡,以气孔的形式留在固态铝合金中。
4.铝合金的裂纹问题

激光焊接是一种以高能量密度激光束为热源的焊接方法。 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打激光焊接是激光材料加工技术的重要方面之一。激光焊接能将热输入减少,热影响区金相变化范围小,热传导引起的变形也低;通过对32mm板厚单道焊的焊接工艺参数的验证,可以减少厚板的焊接时间,甚至节省填充金属的使用;不需要电极,也不用担心电极污染或损坏。因为它不是一种接触焊接工艺,机器的磨损和变形可以减少。
激光焊接的激光束易于聚焦、对准和光学仪器引导。它可以放置在与工件的适当距离,并可以在工件周围的机床和工具或障碍物之间重新引导。由于上述空间的限制,其他焊接规则不能发挥作用。激光切管工件可以放置在密闭空间(在真空或内部气体环境的控制下)。激光束可在很小的空间内聚焦,可用于焊接小而紧凑的零件;它可以用来焊接各种材料,也可以用来连接各种异质材料。