视频不仅展示了钢丝网骨架复合管+消防给水专业产品的外观和功能,更通过用户的使用案例和反馈,展现了产品的实用性和可靠性,增强了观众对产品的信任感。
以下是:钢丝网骨架复合管+消防给水专业的图文介绍

以匠心理念做好每一个南京mpp电力管
南京mpp电力管的详细介绍
自主研发质量保证



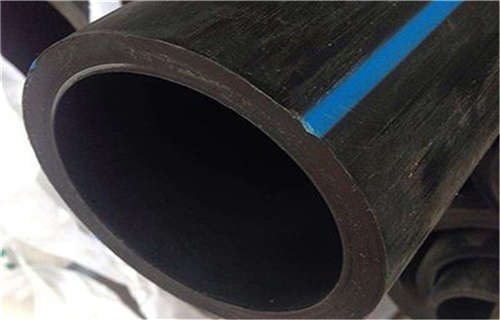
5、钢塑过渡接头连接
钢塑过渡接头连接是采用通过冷压或其它方式预制的钢塑过渡接头来连接聚乙烯管道和金属管道。钢塑过渡接头内有抗拉拔的锁紧环和密封圈,通常要求其有良好的密封性能和抗拉拔、耐压性能要大于系统中聚乙烯管道。
以上就是PE管的连接方式,需要注意的是严禁以任何形式直接在聚乙烯管材、管件上车制管螺纹,采用螺纹连接;严禁采用明火烘烤聚乙烯管材、管件,直接连接。
发展到今天,聚乙烯的连接技术已经非常成熟可靠。统计数字表明,聚乙烯管的漏损率不到十万分之二,远远低于球墨铸铁管的2-3%,大幅度提高了管道的性和经济效益,这也是燃气管道较多的使用聚乙烯管的非常重要的原因。施工步骤编辑
1、材料准备:将管道或管件置于平坦位置,放于对接机上,留足10-20mm的切削余量。
2、切削:切削所焊管段、管件端面杂质和氧化层,保证两对接端面平整、光洁、无杂质。
3、对中:两焊管段端面要完全对中,错边越小越好,错边不能超过壁厚的10%。否则,将影响对接质量。
4、加热:对接温度一般在210-230℃之间为宜,加热板加热时间冬夏有别,以两端面熔融长度为1-2mm为佳。
5、熔融对接:是焊接的关键,对接过程应始终处于熔融压力下进行,卷边宽度以2-4mm为宜。
6、冷却:保持对接压力不变,让接口缓慢冷却,冷却时间长短以手摸卷边生硬,感觉不到热为准。
7、对接完成:冷却好后松开卡瓦,移开对接机,重新准备下一接口连接。