| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 5000 |
| 运费说明 | 电议 |
| 最小起订 | 1 |
| 是否厂家 | 是 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
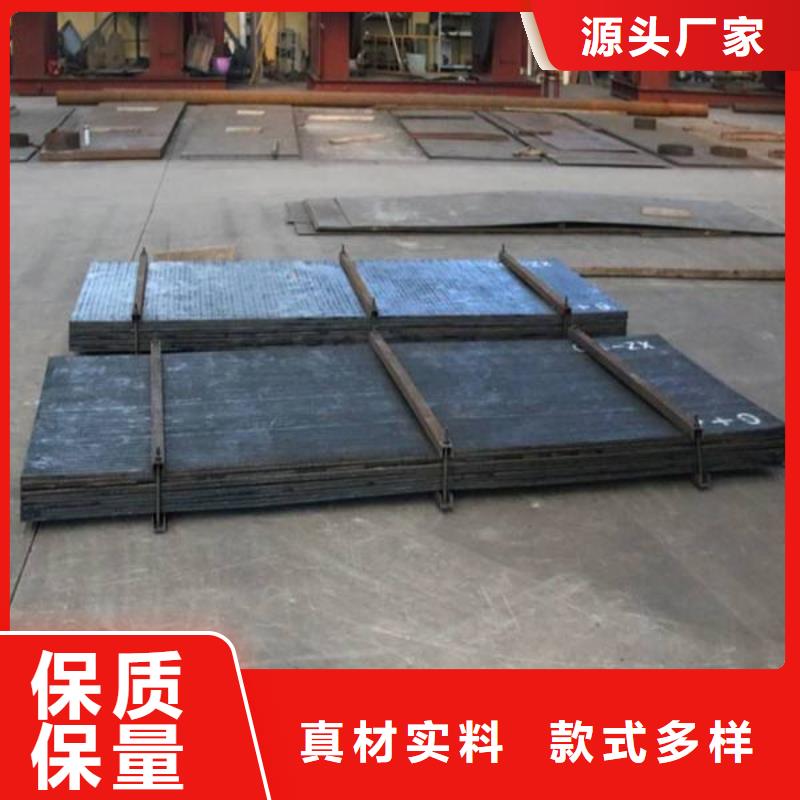
| 堆焊耐磨板 | q235 |
| 类型 | 堆焊耐磨板 耐磨板 进口板材 |
| 材质 | q235 q235d q345d q345c |
| 可定制 | 可 |
| 规格 | 1400*3400 |
| 可零切 | 可 |
涌华金属科技有限公司是集研发、生产、销售【陕西西安耐厚板】于一体的厂家。现公司占地面积2万余平方米,建筑面积达5万平方米,拥有国际先进的生产设备,企业通过质量管理体系认证。 坚持以【陕西西安耐厚板】市场需求为导向、客户满意为目标,精心设计,专注于工艺细节控制。


1、科学研究了双层堆焊耐磨板薄厚转变的涡旋高质量Cheng-Dodd-Deeds的無限積分实体模型和断开域特点实体模型开展了模拟仿真比照.并对浙大范孟豹博士研究生明确提出的根据无线电波映射反射面基础理论的双层导电性实体模型开展了比照科学研究,根据试验比照,认证了基础理论实体模型的性。
2、根据正弦鼓励的双层导测实体模型,创建了单脉冲涡流检测的解析法实体模型.并构建了单脉冲涡流检测试验服务平台,根据模拟仿真与试验比照,結果十分符合。
3、根据无线电波的映射反射面基础理论,计算了差分号式捡取控制器的双层导电性结构检测实体模型,根据模拟仿真,研发了几类新式的检验双层导电性构造涡旋电磁场转变的控制器,可以鼓励电磁线圈造成的鼓励电磁场



堆焊耐磨板打磨技术要点有哪些?
1、基础,对堆焊耐磨板进行目测检验,如焊缝是否有漏焊,焊穿,焊点深浅不均匀,偏离接缝太远,局部凹陷,对接不齐,是否有较深划痕,碰伤,严重变形等在本工序无法补救的缺陷,如果有上述缺陷应返回上道工序修整。如果无上述缺陷,进入打磨工序。
2、粗磨,用砂带在三面上往返磨削堆焊耐磨板,去掉工件焊接留下的焊点,以及在上步工序出现的碰伤,达到焊口圆角初步成型,水平面和垂直面基本无大划痕,无碰伤,经此步工序后堆焊耐磨板的粗糙度应能达到R0.8mm。
3、半精磨,用砂带按照前面往返磨削工件的方法中磨堆焊耐磨板的三面,主要是对前面工序出现的接缝进行修正以及对粗磨后产生的印痕进行进一步的细磨,对前面工序留下的印痕要反复磨削,达到工件表面无划痕,基本变亮。本工序表面粗糙度应能达到R0.4mm。
4、精磨,用砂带主要是对前步工序出现的细小纹线的修正磨削,磨削方法与上同。本工序要达到的目标是磨削部分与堆焊耐磨板未磨削部分的接缝基本消失,工件表面进一步光亮,通过本工序磨削后的堆焊耐磨板要基本接近镜面效果,工件表面粗糙度应能达到R0.1mm。



弹簧钢应具有优良的综合性能,如力学性能(特别是弹性极限、强度极限、屈强比)、抗弹减性能(即抗弹性减退性能,又称抗松弛性能)、疲劳性能、淬透性、物理化学性能(耐热、耐低温、抗氧化、耐腐蚀等)。为了满足上述性能要求,弹簧钢具有优良的冶金质量(高的纯洁度和均匀性)、良好的表面质量(严格控制表面缺陷和脱碳)、的外形和尺寸。
弹簧钢产品精度高、耐磨性好、韧性强、质量稳定。钢带产品适用于减振器阀片、离合器膜片弹簧、冷气压缩机阀片、针织机配件、沉降片、哈负片、织针、生克片、各种印刷刮刀、环形带刀等、五金冲压弹片,弹簧、发条、拉伸件,反弹簧高质量要求产品可以按客户要求尺寸分条,提供材质证明SGS报告热处理规范钢号淬火温度淬火介质硬度要求回火温度冷却介质