| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
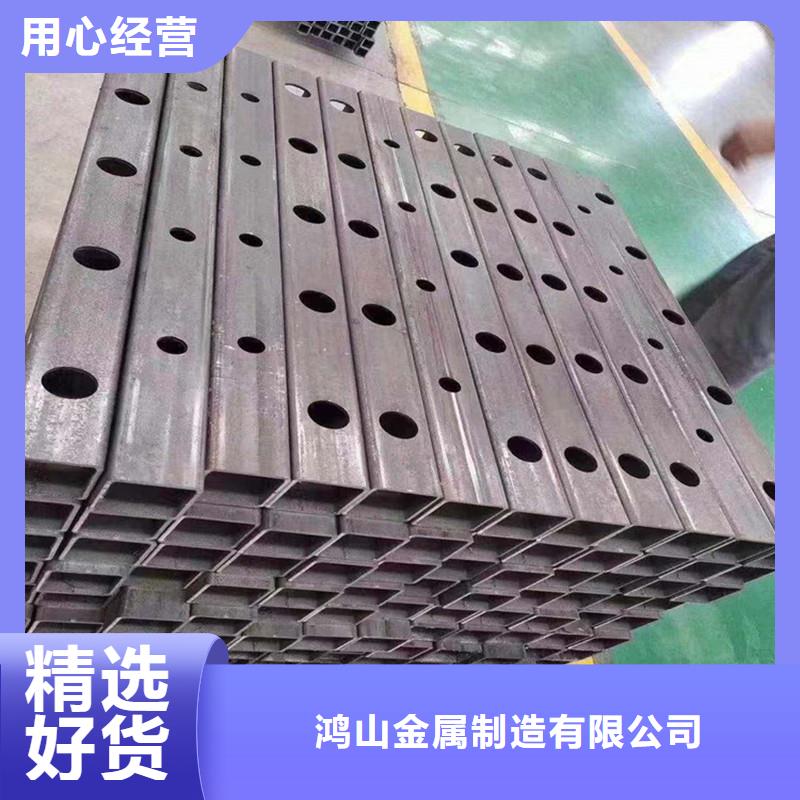
| 精密开孔 | 公差0.05 |


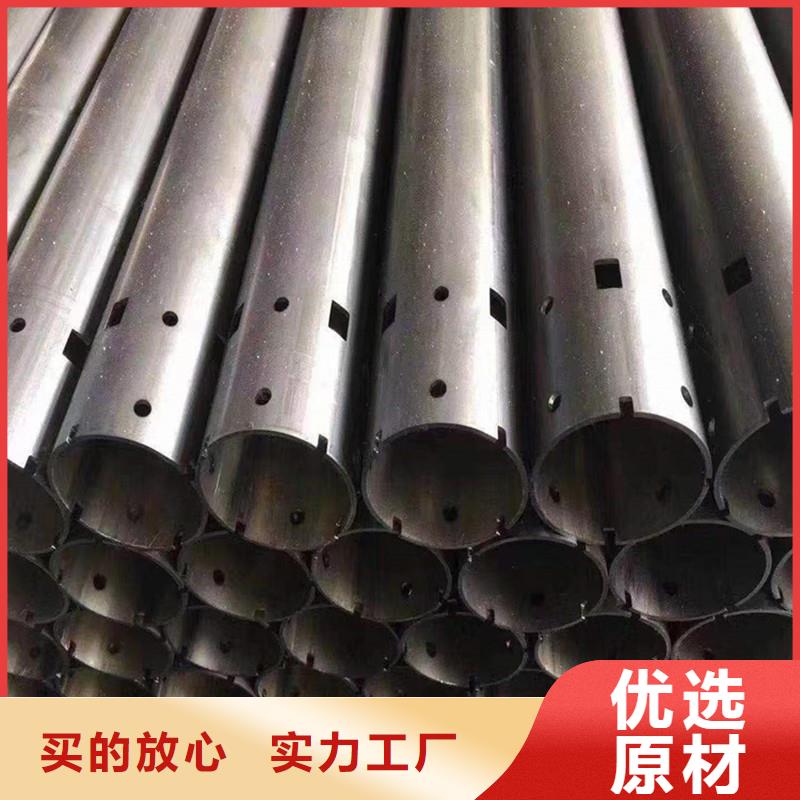
联合的形式有三种基本情况即两个不同的贱金属的联合联合相同的贱金属但不同的填充金属(如联合与奥氏体中碳调质钢焊接的焊 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打接材料)和复合金属板的联合。激光切管不同材料的焊接是将两种不同的金属焊接在一起,产生与母材具有不同性能和组织的过渡层。由于不同金属在元素性能、物理性能和化学性能上存在显著差异,不同金属的焊接在焊接机理和操作工艺上要比相同材料复杂得多。
异种材料焊接存在的主要问题如下
1. 不同材料之间的熔点差异越大,越难焊接。
这是因为当低熔点的材料达到熔化状态时,高熔点的材料仍处于固态。此时,熔化的材料容易渗透到过热区晶界,造成低熔点材料的损失,合金元素的燃烧或蒸发,使焊接接头难以焊接。例如,在焊接铁和铅时(熔点差别很大),两种材料在固态时既不能相互溶解,在液态时也不能相互溶解。液态金属呈层状分布,冷却后分别结晶。

不同材料的氧化性越强 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打,越难焊接。如果采用熔焊法焊接铜铝,很容易在熔池中形成铜铝氧化物。冷却结晶过程中,晶界中氧化物的存在降低了晶间结合力。
8. 不同材料焊接时,焊缝和两种母材很难满足强度相等的要求。
激光切管这是因为低熔点的金属元素在焊接过程中容易燃烧和蒸发,使焊缝的化学成分发生变化,降低了机械性能,特别是焊接不同的有色金属。根据连接方式的不同,网架结构的钢结构可以分为焊接结构、螺栓结构和铆接结构。目前,钢结构的连接方法主要是焊接。
焊接连接是目前钢结构的主要连接方式。具有结构简单、节省材料、易于加工、自动化操作等优点。然而,焊接会引起结构变形和残余应力。因此,在焊接过程中,要加强对焊接变形和缺陷的,并及时纠正。

线膨胀系数越大,热膨胀速率越大, 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打冷却时收缩越大,熔池结晶时会产生较大的焊接应力。这种焊接应力不易,导致焊接变形较大。由于焊缝两侧材料的受力状态不同,很容易在焊缝和热影响区产生裂纹,甚至导致焊缝金属和母材剥落。
3.不同材料的导热系数和比热容差越大,焊接难度越大。材料的导热系数和比热容会使焊缝金属的结晶条件恶化,激光切管晶粒严重变粗,影响难熔金属的润湿性。因此,焊接时应选用强热源,热源的位置应向导热性好的母材一侧倾斜。
4. 不同材料之间的电磁性能差异越大,焊接就越困难。因为材料的电磁差越大,焊接电弧越不稳定,焊缝越差。
5. 不同材料之间形成的金属间化合物越多,焊接就越困难。由于金属间化合物的脆性,很容易在焊缝中产生裂纹甚至断裂。
6. 在异种材料焊接过程中,由于焊接区金相组织的变化或新形成的组织,导致焊接接头性能恶化,给焊接带来很大的困难。

激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打为保持切割稳定,应保持板材厚度方向氧气流动的纯度和压力恒定。在传统的激光切割工艺中,经常使用常见的锥形喷嘴,可以满足薄板切割的要求。但在切割厚板时,随着供气压力的增加,喷嘴流场容易形成激波,对切割过程有很多危害,降低氧气流量的纯度,影响切割质量。
有三种方法可以解决这个问题
(1)在切割氧流周围加预热火焰。
(2)在切割氧流周围添加辅助氧流。
(3)合理设计喷嘴内壁,改善流场特性。
激光切管是如何获得成果?
激光切割是基于激光束的。
激光在通信工程中经常被用到,因为它可以携带大量的信息,不会产生电磁干扰和信号泄漏。
当它应用于金属切削时,它具有能量密度高、光束窄等优点。
激光切管机的优点之一是它可以比其他机器更快地进行复杂的切割。
例如在各种形状和尺寸的钻杆上钻孔,切割各种图形。
此外,激光切割管材可以提供良好的切割断面,后续焊接等加工不需要做二次处理,也适用于薄壁和厚壁管材的切割。
激光管切割的区别在于切割的精度。由于现代激光切割机的改进,大大加快了小直径管材的工业应用。