| 产品参数 | |
|---|---|
| 产品价格 | 18 |
| 运费说明 | 一天 |
| 材质 | 201、304、316 |
| 规格 | 齐全 |
| 品牌 | 齐全 |
| 计量单位 | 吨 |
| 单价 | 电议 |
| 最小起订量 | 一支 |
| 发货期限 | 一天 |
| 供货总量 | 5000 |
| 包装要求 | 根据客户要求 |
| 可定制 | 是 |




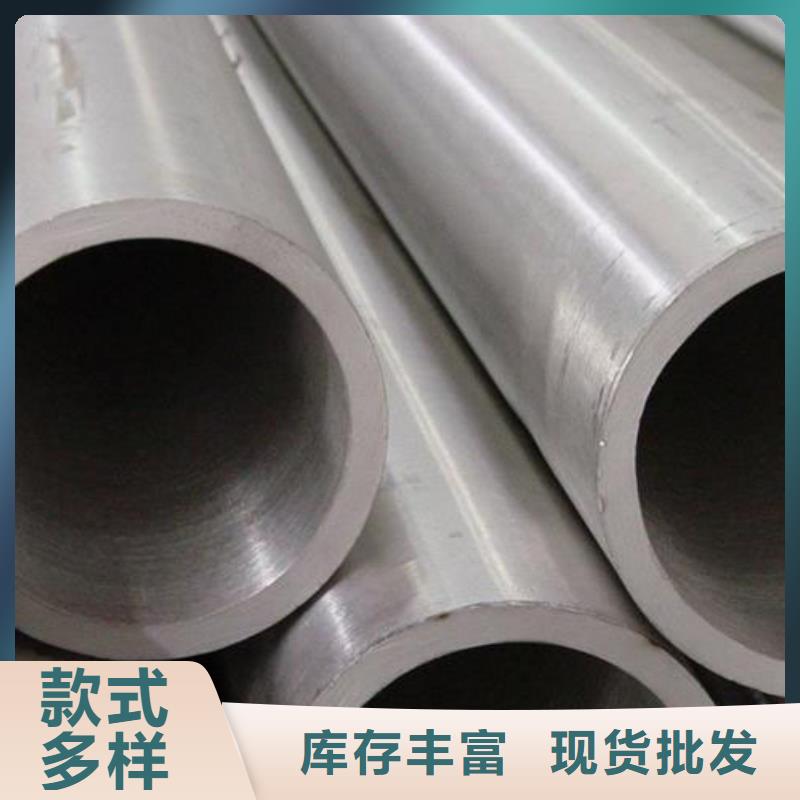
15锰氮钢是属于屈服强度为45公斤/毫米2等级的低合金高强度钢。它的化学成分为碳0.12~0.2%、锰1.3~1.7%、硅0.2~0.5%、0.16~0.25%、氮0.014~0.022%等。这种厚壁钢管不仅强度高,而且综合性能也较好,在铁路车辆、桥梁上应用较多。
15锰氨钢的薄板为热轧状态,中厚板多为正火状态。经过气割、电弧气刨、火焰矫正、刨边及卷圆等冷热加工,均未曾发现有不良影响。焊接时,热影响区的淬硬倾向不大,但接头的过热区有脆化现象,所以必须严格控制焊接电流和焊接速度,以免热影响区产生裂缝或冲击韧性降低。
15锰氮厚壁钢管焊接的工艺要点如下;(1)焊条选用通常可用结606、结607、结556及结557等焊条。焊条使用前需经400~420℃、2小时烘干,随用随取。(2)焊前一般不必进行预热,但当厚壁钢管的厚度大于30毫米、施焊处刚性大以及气温低于-10℃时,焊前应预热100-150℃。
(3)严格按照焊条说明书上的焊接电流进行施焊。通常在直径4毫米的焊条时,采用电流为140-180安;在直径5毫米时为180-220安。而且运条速度要适中,不可过快、过慢。(4)操作时尽可能采用多层焊或多层、多道焊。每焊完一层,应立即锤击焊缝,以消除应力。
叙述了奥地利Linz的-Voest-AlpineAG不锈钢管厂等离子炉设计的现状和计划品种所规定的操作规程。所提供的数据德国Freital特殊材质不锈钢管厂的两台已投产的等离子炉,在Frcital特殊钢厂别进行了和Linz电炉钢厂要求相符合的冶炼顺序。
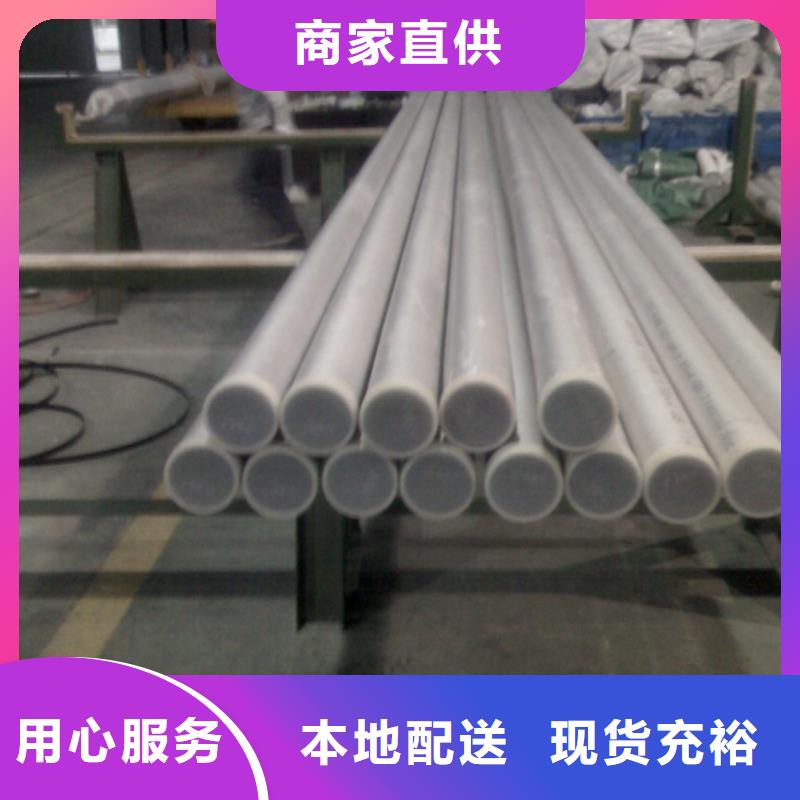
在石油工业中,奥氏体不锈钢管焊缝结构也被广泛的采用,如勘探钻井设备中的厚壁无磁钻铤,壁厚一般在30~100mm之问;炼化行业中,大型的炼厂加工设备,除了壳层不用不锈钢管外,其加热炉管、冷凝管、循环及输送管,也多存在奥氏体不锈钢管焊缝结构。
此外,厚板奥氏体不锈钢管焊缝结构还广泛应用于化学工业、造纸工业、精炼油工业、食品工业,纤维工业和原子能发电等领域。超声波检测虽然具有很强的适应性,但由于奥氏体不锈钢管焊缝的特殊结构,使得超声在检测奥氏体不锈钢管焊缝时遇到了诸多难点。
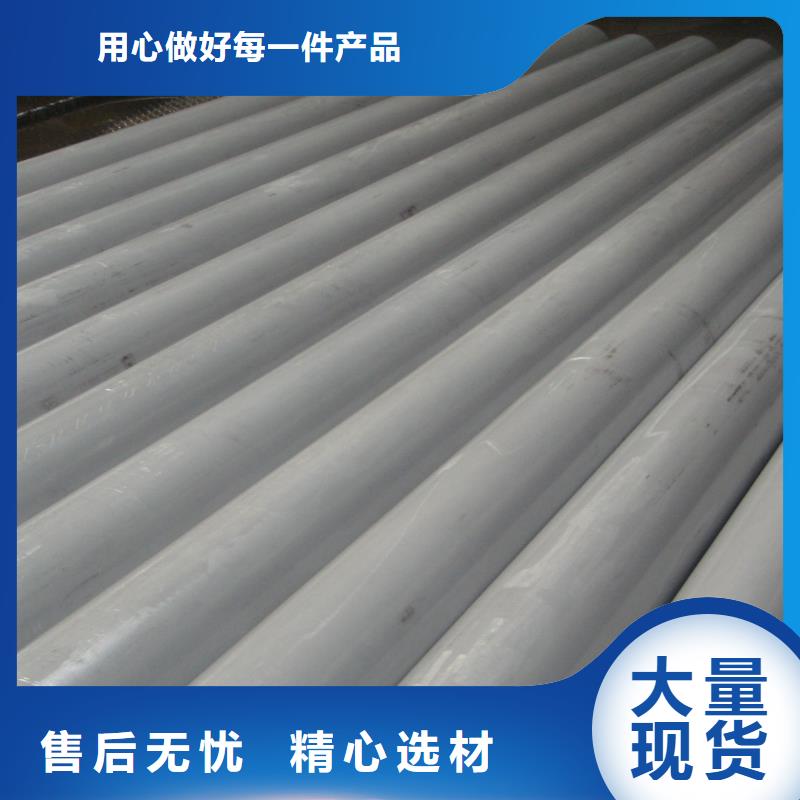
不锈钢管母材晶粒度普遍比碳钢大。超声波的散射衰减随平均晶粒度的增大而增大,当晶粒度在3#以下(平均晶粒直径在0.125mm以上)时,散射衰减明显,因而有可能得不到足够的噪比。而且,超声波在的奥氏体组织中传播时,被晶粒散射的超声波有部分会返回,在示波屏上出现噪声 即草状回波。
此草状回波的出现还与有关,即相关于波长与晶粒大小的比值。不仅如此,奥氏体不锈钢管焊缝与母材相比,晶粒尺寸更大、组织结构呈现出更为显著的各向,超声波在奥氏体焊缝中的传播规律也发生了较大变化。一般,奥氏体焊接金属是取向整齐的柱状晶组织,柱状晶层层叠叠大致沿壁厚方向成长。
材料的种类很多,有碳素工具钢T10A和T12A,高速钢W18Cr4V,硬质合金YG6和YT15等等。(2)与不锈钢管之间产生相对运动以车削为例,见图1-1,有二种相对运动:主运动—一不锈钢管的运动,是切削运动中速度、消耗机床功率的运动:进给运动——车削时的进给运动包括走刀运动和吃刀运动。
它使待加工表面连续地被切削加工。在切削加工时,不锈钢管具有三种表面:待加工表面一一将切去的金属层表面;已加工表面——切削后得到的金属层表面;切削表面——正在被切削的表面。(3)应具有一定的几何角度典型的外圆车刀是由三个面、两个刀刃和一个刀尖组成的。
前刀面——切屑流出所经过的面。主后面——对着切削表面的面,也称后刀面。副后面——对着已加工表面的面。主切削刃——前面与主后面的交线,担负主要的切削工作。副切削刃—一前面与副后面的交线,只参加少量的切削工作。
刀尖——主、副切削刃的交点。车刀的基本角度是前角(γ)、后角(α)、楔角(β),它们是在主截面内度量的。前角(γ)——在主截面内,前刀面与基面的夹角。前角的大小影响切屑流出的易难程度。后角(α)——在主截面内,主后面与切削平面的夹角。
包括:①结构和润滑的特点及不足;②设备精度和耐磨寿命的差距与不足;③液压系统、液压元器件和检测、控制器件的差距与不足;④电器系统和检测、控制器件的差距与不足;⑤自动化的一、二级计算机控制系统,计算机、检测和控制仪器仪表以及元器件的差距与不足。
(2)深层次地总结立式斜轧穿孔、延伸机(三辊、精密)的设计制造以及设备设计制造的精度和水平。包括:①锁紧装置和设备可靠性的特点;②轧辊同前后导向和前后台中心线(对中)的特点。(3)深层次地总结二辊、三辊连轧管机的设计制造以及设备设计制造精度与水平。
包括:①二辊连轧管机轧辊机架摆放形式的特点;②三辊连轧管机侧向换辊机架机构的特点,芯棒托管机构的特点和5机架脱管机的配置特点;③轧辊孔型自动修正和轧制中心线的检查与特点。(4)深层次地总结定(减)径机和张力减径机的设计制造以及设备设计制造精度与水平。
包括:①定(减)径机内传动与外传动的结构对比和外传动的特点;②张力减径机各种传动方式的对比和各自的特点。(5)深层次地研究、分析和总结使用及排管锯的经验,、设计和制造具有高水平的排管锯。其核心是防锯片震动,即无间隙轴承和锯片导卫装置及其布置。
![[黄石]国耀宏业钢铁有限公司名片](http://ypmimg.sys00.com/UploadImg/1297/new_card.jpg "[黄石]国耀宏业钢铁有限公司名片")