| 产品参数 | |
|---|---|
| 产品价格 | 批发/个 |
| 发货期限 | 1 |
| 供货总量 | 666 |
| 运费说明 | 面议 |

了解大型水利项目对紫铜止水带的要求有利于生产加工厂对产品质量的把控。宿州铜止水
1.止水铜片外观:轮廓清晰,无裂纹、压折、凹坑;
2.止水铜片表面:平整无绣污、无浮皮、无油渍,无砂眼;
3.关于成型:压模一次性压制成型,止水铜片的转角和接头一律场内制作,现场搭接。
4.混凝土中紫铜止水带的抗拉力强度不小于205MPa延伸率不低于百分之三十。
5.混凝土中的铜止水片冷弯180°时不出现裂缝,并且顶部可持续直径约1cm的弧度不断裂。
复合型密封止水材料可以提高抗绕渗能力。根据重庆融能金属材料有限公司实验结果表明,当无接缝位移时,在混凝土中埋入深度为20CM的止水铜片,在1.5MPa的水压力作用下将发生绕渗。在该止水铜片上复合宽度为10cm、厚度为3cm的GB塑性止水材料,当复合后的止水铜片与混凝土之间发生1.0cmm的相对错动时,在2.5MPa的水压作用下仍然没有发生绕渗。采用复合型止水铜带时,必须对复合的密封止水材料进行保护避免复合密封止水材料不能发挥预期作用,对于在现场复合的止水铜带,应尽快浇注混凝土。GB复合型止水铜带现已在多个项目工程中得到使用。
止水铜板各类特性
2021-10-19
?
镀锡防水紫铜板-导电性t2紫铜板特性
V型紫铜止水板遍布运用于各种水利建造中,为所有项目的防水层水.渗水层面发挥了非常大的功效。宿州铜止水而铜片止水原料以红铜生产加工而成,具有精致的拓宽.导电性.传热.耐腐蚀等功能和加工工艺功能.物理学功能.有机化学功能.机械设备功能.工业生产功能等,可随纯净度.溫度.生产方式 .金属材料结构.塑性形变水准等矛盾而更改。因此铜片止水可令人满意水利建筑的矛盾要求而获得遍布运用。
V型紫铜止水板详尽施工步骤:
1.先将二根12#建筑钢筋垂直平分底版固定不动,将止水铜板放置二根建筑钢筋正中间,根据一根水准建筑钢筋透过止水铜板,并在程度建筑钢筋上边电焊焊接止水环,将止水环和止水铜板中间焊透对接。止水铜板总宽不小于400mm,分离埋进底版砼中200mm,该先浇砼应高过底版上表层200mm之上,铜钱薄厚不小于3mm,为铜钱工程施工时具备一定的弯曲刚度,好铜钱长方位两边50mm压边,约折30度边;
2.待止水铜板基本上到位,铜钱中间应尽量避免托词,铜钱中间的接头可选用钢筋搭接电焊焊接,钢筋搭接长短宜超过400mm,焊接须焊透。铜钱橡胶止水带和止水带较为,优势比不上止水带,一个明显的问题就是锈蚀,后期制作不便,因此尽量选用止水带工程施工;
3.设备方位难题,不论是水准铜钱橡胶止水带仍是纵向铜钱橡胶止水带,一定要使两翘斜面设备方位朝迎河面;
4.止水铜板一般全是设备在圈梁部位.有防潮需要的地下侧板墙分隔缝或沉降缝处,外露在外面时间长,要搞好防范解决,例如刷涂防腐漆等对策。
紫铜止水片工程施工规定
防水紫铜带关键制做原料是铜制,宿州铜止水具备比较好的延展性和耐心,作为防水涂料不仅能够实现梦想的防潮实际效果,还可以保障在长时间的高韧性应用下不易产生一切难题。那麼防水紫铜带施工步骤是啥?因此,衡水市铭璟橡塑制品有限责任公司为我们归纳了有关信息,期待可以为各位提供协助。
防水紫铜带工程施工︰
A、防水片须按设计方案部位跨缝对中实现安裝,并且用固定支架、夹具精准定位,保证 在现浇混凝土全过程中不造成形变或偏移。不允许有压筋、建筑钢筋或其他钢架结构与防水碰撞接。
B、止水铜片的对接依据施工图纸的要求,采用伸缩、咬接或钢筋搭接,钢筋搭接尺寸不宜低于20mm,咬接或搭策应采用双面焊,电焊工需考试通过,电焊焊接工作务必在提交试焊试品请示监理人准许后才能施焊。
C、止水铜片的“十”字连接头和“T”字型连接头在现场生产加工时,应严格执行电焊焊接品质。
D、已埋进先浇混凝土垫块身体的防水片,应采取有效措施避免其形变位移和撕破毁坏,且防水片务必高于先浇块表层之上不少于500px。大仓库面混凝土浇筑中仓内变形缝防水片应在现浇混凝土前搭建在预期部位上,并且用建筑钢筋等将其固定不动,不可因混泥土倒料或振捣力度产生挪动。在浇筑混凝土时,应防水片周边混泥土料中的大粒度石料,并保证现浇混凝土品质。
E、紫铜止水铜鼻子内浇沥清柱前,事先置放一根在沥清里煮透的麻絮。在浇沥清柱的环节中,采用数次双层浇的方式 ,使沥清柱浇得较为密实度,在浇沥清时速率要尽量快,减少层与层中间的时间间隔。在止水铜片安裝时要严苛确保凹形槽位置与变形缝部位一致,骑缝章布局。
F、安裝好的防水片应多方面固定不动和维护;对防水周边的混疑土应采用稳定对策保证混凝土浇筑品质,避免 产生漏水通道
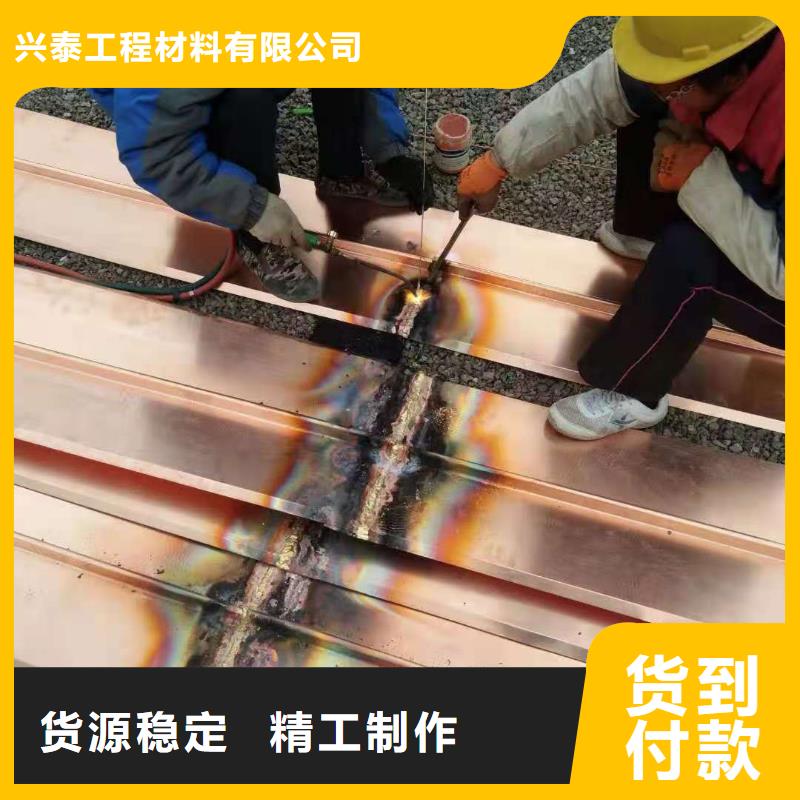
铜止水片(是由紫铜或纯铜生产加工而成),宿州铜止水因而铜止水片的电焊焊接应以紫铜焊接检验标准。铜止水片电焊焊接宜选用气割或氩弧焊机,这儿详细介绍气割的操作流程及其常见问题。
气割是用O2与乙炔气体造成高溫,熔融焊丝与焊接件的金属材料疑固后产生焊接的焊接工艺。
其具体步骤办法是:关掉焊把电源开关,将乙炔气体及O2开启,打火渐渐地开启焊把电源开关引燃焊嘴,将焊丝依据必须 放到被焊物件上,再慢慢调准焊嘴的火焰高低,应用火焰溶化焊丝与焊接件的合金凝结后产生-条焊接。
需运用衔接焊的方式 ,其钢筋搭接尺寸不能低于40mm与此同时为得到高宽比和总宽匀称的焊接,钢筋搭接焊可选用左焊接方法,即焊炬从右往左边挪动的方式 。气割的操作过程方式 包含氧气乙炔焰的引燃.调整和灭掉.起焊.电焊焊接全过程中焊炬和焊丝的健身运动.连接头和结尾的使用要点。
1.火苗的引燃
焊炬的握法,应左手拿焊炬,将食指和无名指坐落于氧e调节阀处,与此同时大拇指还能够电源开关.调整乙炔气体调节阀门,随时随地调整汽体的总流量。引燃火苗时,先要稍稍打开氧s气调节阀门,随后再开乙炔气体调节阀门,二种汽体在焊炬内混和后,从焊嘴喷出来,这时将焊嘴挨近明火就可以引燃。打火时,拿明火的手不必正对接焊嘴,也不能将焊嘴偏向别人或易燃物,防止出现事故。(留意)一开始打火时,很有可能发生持续”放鞭炮"声,缘故是乙炔气体不纯,需释放不良的乙炔气体再次打火。有时候发生不容易打火的状况,大部分状况是氢开得过大而致,这时候应将氧e调节阀调小。
![[宿州]兴泰工程材料有限公司名片](http://ypmimg.sys00.com/UploadImg/overDate/new_card.jpg "[宿州]兴泰工程材料有限公司名片")