| 产品参数 | |
|---|---|
| 产品价格 | 10/米 |
| 发货期限 | 1 |
| 供货总量 | 995 |
| 运费说明 | 面议 |




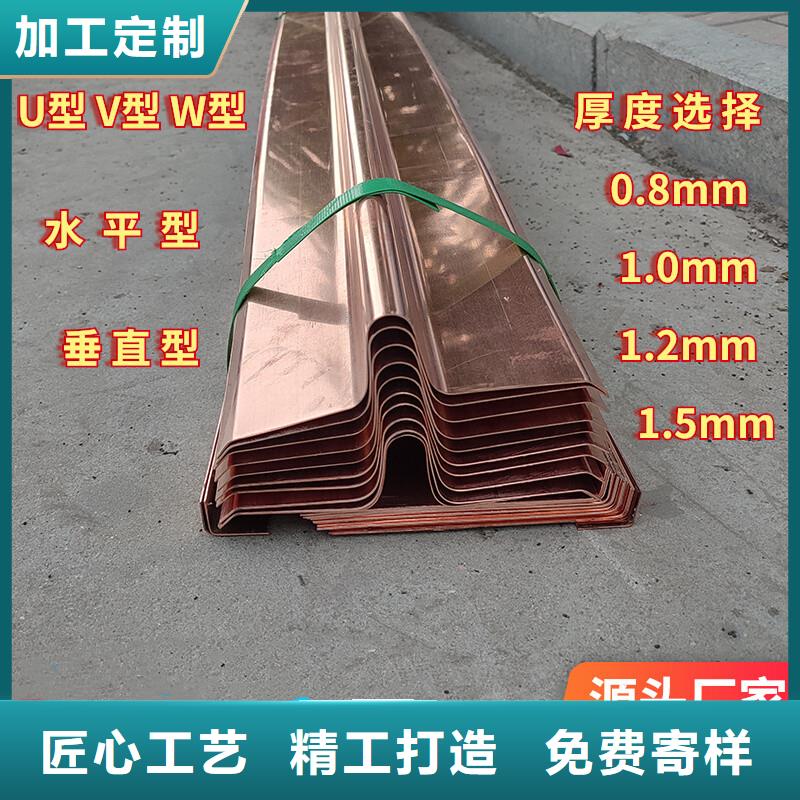
对于 缝止水大多数选择紫铜止水带来保证止水系统施工质量,内蒙古止水铜片止水铜片的翼板弯折(即立腿)显得 特别重要,它的作用主要在于当接缝变形时,会自动减小止水铜片翼板与混凝土之间的相对错动,从而确保 翼板的抗绕渗能力,同时,他的紫铜性能本身就具有较强的防水能力。由于 缝面板坝周边缝的位移,特 别是接缝剪切位移较大,为了减少由立腿的强约束作用产生的较大附加应力,通常在趾板一侧除去立腿,采 用F型止水铜片。我们公司会根据客户对各项目不同需求,提供W型、F型、T型等以及各种新型止水结构的定 制加工,同时我们致力于各水利工程的防渗止水工程研究,给予客户更多建议。
在购买止水铜片的过程中,内蒙古止水铜片首先需要确定相应的工厂能否按照设计要求完成止水铜片的加工,接下来便是价格的确认。由于止水铜片的价格是随着市场期货铜的价格波动而每日都在发生变化,而期货价格是按吨即重量确定其价格,可能因此有的客户在购买的时候便以重量价格咨询。但由于止水铜片在施工过程中,我们都是以长度选择的,止水铜片大样图,也是注意以其长宽以及厚度为准,因此,止水铜片厂家在订购的时候均是以长度计算。当然,我们也可按此价格将其转化成以重量计算。
除此之外,止水铜片接头的计算方法不同。由于止水铜片接头的加工工艺更为复杂,因此其价格需要包含加工费用和模具费用,常用的止水铜片我们重庆融能止水铜片公司是可以免费加工的。不同止水项目设计的时候,所采用的止水铜片系列与规格均不相同。那么在这里,重庆融能止水铜片公司向你展示常见的止水铜片系列有哪些:
1.止水铜带系列
止水铜带是在铜原材料加工完成,但尚未成型的时候。有的施工单位设备较齐全,在购买的时候可以直接购买止水铜带,然后在施工场地自己成型,加工成需要的形状。
2.止水铜片、止水铜板系列
这些,便是需要在购买的时候,告诉我们加工单位, 止水铜片的铜鼻子高度以及形状和弧度等,工厂会直接加工成安装时的形状。只不过这种,在运输过程中需要加强包装,以防变形。
3.圆弧型铜止水
此系列主要是应用于涵洞弧形止水,除了要将止水铜片铜鼻子加工好,做成W型或F型等,同时还需要根据涵洞或建筑体的圆形弧度,将其弯折为相应半径或直径的圆弧型止水铜片。
为大家解读下我国南水北调工程中的混凝土工程所需的止水铜片,内蒙古止水铜片了解大型水利项目对紫铜止水带的要求有利于生产加工厂对产品质量的把控。
1.止水铜片外观:轮廓清晰,无裂纹、压折、凹坑;
2.止水铜片表面:平整无绣污、无浮皮、无油渍,无砂眼;
3.关于成型:压模一次性压制成型,止水铜片的转角和接头一律场内制作,现场搭接。
4.混凝土中紫铜止水带的抗拉力强度不小于205MPa延伸率不低于百分之三十。
5.混凝土中的铜止水片冷弯180°时不出现裂缝,并且顶部可持续直径约1cm的弧度不断裂。
为了使紫铜止水带发挥出 止水效果,现在的安装施工尤为重要,如沥青灌注不实,则会引起渗漏,是影响止水效果 的隐患,伸缩缝的钢筋相对较密,水平止水铜片下部的混凝土难以振捣密实,振捣有一定难度,必须监督现场工人扎实施工,确保止水铜片翼缘放置于浇筑层中间,无论多层混凝土还是单层,都应确保其居中。在浇筑混凝土沥青时,将沥青熬制地点靠近灌注现场,防止运输造成的沥青温度降低。灌注必须分段进行,一次灌注长度不超过1m,排除沥青槽内的空气,每次灌注结束后需积极采取风度措施,防止杂物或水进入,避免形成冷缝引发渗漏,确保沥青灌注密实,这样才能使混凝土中的止水铜片发挥出 的止水效果
止水铜片紫铜止水焊接,通常采用搭接焊的方式,内蒙古止水铜片一般搭接长度不小于20mm,而焊接采用的焊条对焊接的工艺会有一定的影响。采用母材剪条焊接时,由于同时紫铜材料,熔点高,止水的厚度都小于2毫米,火焰功率小则紫铜板不熔化,火焰功率大则紫铜板容易被烧穿,极难操作掌握。使用H01-12型焊枪,1毫米厚的铜板用2号嘴,2毫米的铜板用4号、5号嘴。采用中性焰将紫铜板接缝处加热至表面熔化,似汗珠出现时,加入焊条同时熔化,逐步前移,由于焊接过程中铜板容易被氧化,形成氧化亚铜对焊缝产生危害,所以要不断的用焊条粘上硼砂加入焊缝中。
采用黄铜焊条焊接时,由于黄铜焊条熔点较低,母材不需熔化,属于硬钎焊,所以操作简单点,将铜止水加热至亮红色,900℃-1000℃时,加入黄铜焊条,使熔化的黄铜焊条,将上下紫铜止水的边沿粘接牢固,焊接完成后,将焊缝加热后用冷水急冷,可以提高焊接接头的塑性和韧性,通常叫水韧处理。 将止水跟前的钢筋安装一根,用铅丝将止水顶部固定于钢筋上,以防止被风吹倒。焊接完成后,待焊缝冷却下来,用毛刷将紫铜止水带的单面刷上煤油,检查是否有渗漏现象,如有渗漏现象则马上补焊。
但是前者是传统焊法,是 性接头,不可分开,而后者属于钎焊,用火焰烧烤则可将母材分开,预埋进大坝之后,他的抗拉次数肯定不及前者,即折叠次数肯定小于前者。另钢筋窄间隙焊方面,钢筋搭接焊规定焊缝长度为10倍d,即10倍于钢筋的直径,而钢筋窄间隙焊缝却只有1倍于钢筋直径,又采用同样的焊接材料,同样的焊接设备,没有给焊缝添加任何合金元素,因此在做强度试验时没钢筋接头被从焊缝处拉断,虽然强度达到要求,但还是从焊缝处拉断。实验室的师傅说:焊缝不合格的,从试验角度分析,应该是母材拉断而焊缝不断才认为合格。本人认为那不可能,因为钢筋窄间隙焊是两根钢筋端部的焊接,焊接时采用小电流则钢筋端部熔合不好,采用大电流施焊,焊缝始终处于过热状态,合金元素烧损严重,所以焊缝金属机械性能肯定低于母材。