| 产品参数 | |
|---|---|
| 产品价格 | 批发/台 |
| 发货期限 | 1 |
| 供货总量 | 699 |
| 运费说明 | 电议 |
| 材质 | 碳钢,不锈钢 |
| 产地 | 河北邢台 |
| 规格 | 齐全 |
| 类型 | 清污机,拦污栅 |
| 颜色 | 银灰色 |
| 品牌 | 康禹 |
| 型号 | 齐全 |
| 可定制 | 是 |

经常检查闸门板与闸求安装否则因板面受力方向不对,引起板面断裂,遇反向。受压时一定要在订货时说明,防止发生重大事故。在订货时要提供孔口尺寸,水头,高度和结构形式,闸板面一般为正向(迎水面)受压,如需反向受压,订货时需说明,止水一般是后止水(背水面),需前止水时,订货时应说明,使用时必须按操作规程操作。经常检查闸门板与闸求安装否则因板面受力。
每23个月对启闭机槽是否卡涩,及时将卡涩物,保证位置置中,使设备正常运行。。使用与保养1、使用手动启闭机开启、关闭闸门时,用力应均匀,切勿用力过猛,以防损坏(伤)定位装置。2、使用手电两用启闭机启闭闸门时,应注意到:a、用电动启闭时,应检查手摇柄是否脱离转轴,以免在启动时碰伤人员。b、用手动启闭时,应切断电源。,清污机将摇柄插入孔内摇动(或将电动装置上的电动标记切入到手动标志上去)。c、每2-3个月对启闭机槽是否卡涩及时将卡。
与板面为整体安装二轴承,传动螺杆、螺母等加注1-2次润滑液,大保养时,应给轴承部分注满牛油。d、每年需对闸门作一次油漆、防腐处理铸铁阀门的门槽与板面为整体安装,二次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向。导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装...铸铁闸门的门槽与板面为整体安装,二轴承传动螺杆螺母。
板面断裂遇反向受压次浇注方式(亦可一次性整体安装浇注),浇注前以密封止水面及侧向导轨面为基准将闸框调正,固定,撑好背面防止变形,进行浇注砼浆一定要密封实以防渗漏。铸铁闸门安装浇注砼前,调整闸门与闸。框偏心与间隙,锁紧楔块装置.以达到良好的止水效果。铸铁闸门的板面与闸槽为偶合件配套,在搬运、仓储及安装时不得互换,以免影响止水效果。闸门的迎水面一定要按设计要求安装否则因板面受力方向不对,引起板面断裂,遇反向受压次浇注方式亦可一次。

大部分组成闸框是闸定。闸门按闸板结构的组合不同,分为整体式和组装式两大类。小规格的闸门一般制成整体式,但机械运输条件较差的施工安装点的闸门亦可制成组装式,以便于人工运输。中等规格以上的闸门一般均可制成组装式。2结构设计编辑主。要由闸框和闸板两大部分组成。闸框是闸定闸门按闸板结构的。
考虑闸板是用来封闭板的支承构件,也是闸板的运行滑道,由地脚螺栓安装固定在水闸闸墩及闸底板的二期混凝土中,将闸板所承受的全部水压力传递到闸室中。为科学合理节约材料及减轻自重,其断面制成格构式,断面尺寸按所受荷载大小和闸板运。行情况综合考虑。闸板是用来封闭板的支承构件也是闸。
受水压力的挡水构件和开启孔口的活动挡水构件,板面四周设铸铁边框梁,为提高闸板的强度,板面制成拱形,拱的圆心角按60度设计,以降低其所受的水压力。为便于制造、运输和安装,闸板可制成上下几部分,待到安。装现场后再用螺栓连接组装成整体,连接处上下板设置法兰和筋板使其成为闸板的中间横梁,以提高闸板的纵向刚度,在宽度方向设置纵向筋板,以提高其横向刚度,同时起到纵梁的作用。3工作原理编辑闸板是直接承受水压力的挡水构件,和开启孔口的活动挡水。
用下当闸门启闭运行闸框是闸板四周的支承构件,同时也是闸板上下运动的滑道,滑道以外部分镶嵌于闸墩及闸底的二期混。凝土中,将闸板所承受的水压力均匀地传递到闸墩及闸室底部。闸框迎水面四周与闸板框四周背水面接触处经机械精制、加工刨光后平直光滑、贴合严密,使结合面、止水面与运动滑道合三为一。在启闭机作用下,当闸门启闭运行闸框是闸板四周的支承。
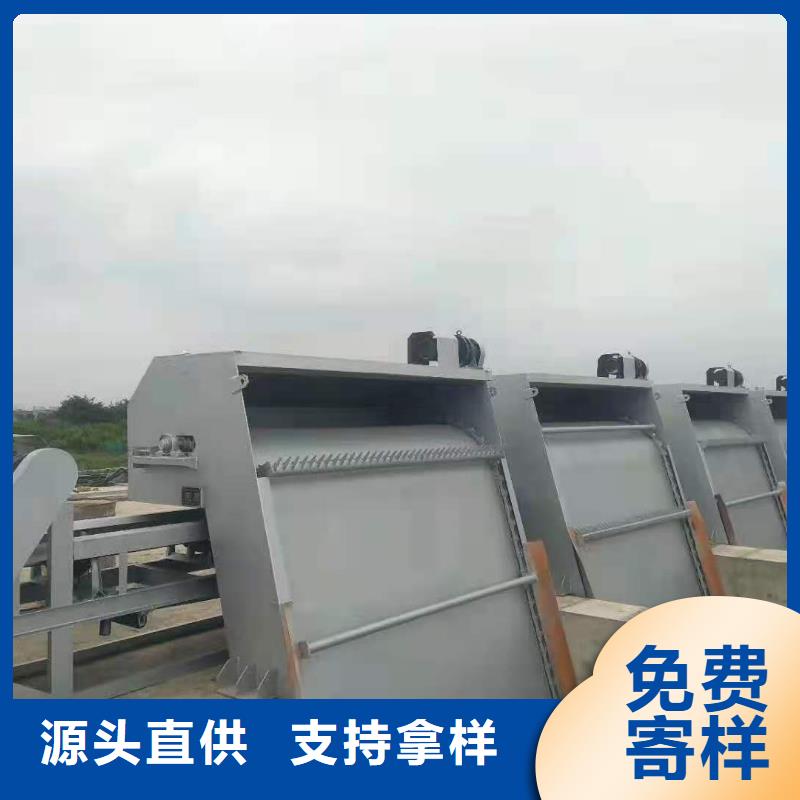
的进水口用作工作闸时,紧闭斜铁和闸框滑道确保闸门的纵横运行轨迹,在水压力和紧闭斜铁的双重作用下,确保闸板运行平稳,使闸板与闸框滑道紧密贴合,从而达到有效止水的目的。铸铁闸门是一。种小型平板闸门,广泛使用于取水输水、市政建设,给水排水、农田灌溉等工程中,通常设置在渠道、涵管的进水口,用作工作闸时紧闭斜铁和闸框滑。
工但尺寸较大的可采门调节流量、控制水位,或用作检修闸门关闭孔口挡水。铸铁闸门有方形、圆形两种。铸铁闸门一般由门叶和门框两部分组成,门体和门框的材料为铸铁,一般整体铸造、整体加工。门体一般采用面板与加强肋的结构,面板可做平面或拱形。门体一般整体铸。造和机加工,但尺寸较大的可采门调节流量控制水位。
铸造加工导轨可用螺用分块组成式。清污机门体上一般采用整体式金属止水,兼作支承滑块,金属止水用同材料制作的沉头螺钉紧固在门体上,螺钉头部与止水工作面一起精加工,一些尺寸较大的也可“P”形橡皮止水。门框为铸铁闸门与基础之间的连接构件,相当于
清洁地面为了查的使用:安装前清污机仔细检查所有的部分的每一部分清污机皮带包括保险棘轮、清污机.螺栓和其他小细节检查二是检查电缆看看绕组。蒸汽检查所有部分一起看看它是否很好;2清污机使用过程操作环境应该是的早一步检查清污机到位后这次会准备开始运动的机器。在使用过程中需要找到一个光滑、、清洁地面。清污机为了查的使用安装前清污。
于观察清理机的工作进确保顺利坚定地与地面接触。因为机器运行时间在操作的过程中会产生大量的权力如果清理机器与地面固定不稳定发生倾斜和偏移量的机器。3、清污机设备操作人员需要集中精力的时候需要清污机设备运行模式时在路。上不能离开专注于观察清理机的工作进确保顺利坚定地与地面。
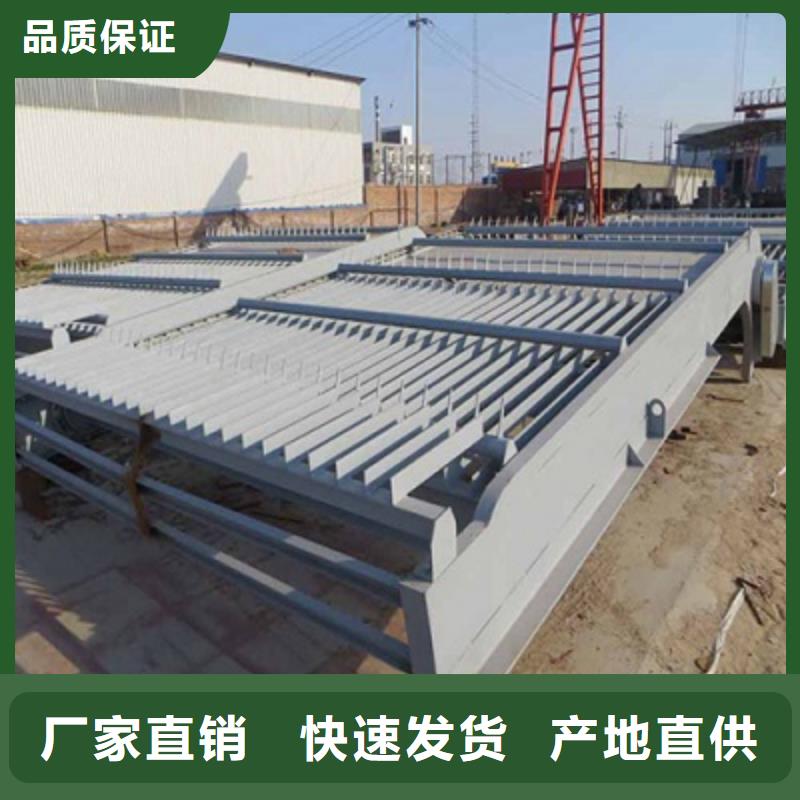
成清洁无污物排放污展如果你遇到在工作分解很快将被处理。回转式清污机的性能特点︰启用连续清洗,整个截面清理。齿耙子行速度6米/分钟,清洗效率高。回转式清污机梁在混凝土基础上,支持网格保持耙机运行平稳,回转式清污机工作可靠。齿耙子插入机架的深度。、栏附加到顶上清洁污垢、翻转完成清洁、无污物排放污展如果你遇到在工作。
机清洗到删除树枝水,回转式清污机保持截面。里面的机架和保护的作用,实现无障碍清洁隐藏的电机。没有腐蚀不锈钢牵引链的水下工作,免维护。保存方案喷砂除锈+热喷锌+封闭+环氧漆底漆环氧云母氧化铁颜料+氯化的橡胶漆,它在20年以上的保护能力。回转式清污机清洗︰到删除树枝、水回转式清污机保持。
行污秽因此当出了树叶、杂草、垃圾,浮冰融化。关于请求单耙清污能力1,连续清洗30-50/小时的能。力。清污机活齿耙和固定的耙齿构成的。在下降,固定的耙齿尖可以插入在泥土中,已完成的活动耙齿开放尾随运动;在升级固定的耙齿可以作为一种连锁效应,活动完成密切耙耙齿和爬行污秽。因此,当出了树叶杂草垃圾浮。
时由超级欠载声光清大门,在活跃的耙齿与固定的污垢。后抖动的耙子耙齿闭式机架不分散的形式。清污机配有角和轴向的压力传感器和显示的深度和负载,耙的整个深度和负荷监测仪。可能在任何时间调整的清洗深度大小和设置超级欠载。当钢丝绳葫芦绳子太紧和太松,下降电梯电机会自动断电,同时由超级欠载声光。清大门在活跃的耙齿与。
机宽度齿耙管按10行重复作业。对1孔清污需重复运行3-4次即可完成。清污机械、回转式清污机、启闭机、景观闸门及抓斗式清污机等,而清污机的常见问题主要包括齿耙弯曲变形问题、链条断开脱轨问题与滑动轴承轴瓦磨损问题。因。此,要想避免这三类问题,必须在设计时注意以下事项:1、齿耙管材料应有足够的直径和壁厚,一般6米以下跨度的清污机宽度,齿耙管按10行重复作业对1孔清。
面压力对于常用的节000N.m集中载荷校核,其挠度不大于1/250,钢管壁厚不宜低于6mm.。对于更大尺寸的回转清污机,可考虑使用多道牵引链条以改善齿耙受力情况,或者通过对齿耙管中部进。行局部加强使之成为变截面受力构件。2、长节距板式滚子链是清污机(回转式机械格栅)主要的运动部件,对于链条圆弧过渡处,设计时应尽量把直径加大,以保证其过渡的平滑,减少其对圆弧轨道面压力,对于常用的节000Nm集中载荷。
校正可采用液压校正机距1。25的板式滚子链而言,此过渡半径不宜小于350mm。3、轴瓦与轴承座之间使用定位销定位防止相对滑动,而更换自润滑轴承以提高其润滑效果。使用强制自动注油系统对轴瓦进行润滑。清污机制造按下列工艺进行:施工准备→放样。→下料→清污机拼焊→校正→防腐→验收。1、清污机下料尺寸应留足收缩余量,收缩量f=1mm/m,结合施工条件加以修正。清污机焊接也要采用对称焊接,其校正可采用液压校正机距125的板式滚子。
5mm构件拼装完校正,使其满足规范要求。清污机单件制造完成后,对接焊缝的接口处用铣床铣成坡口,以利于安装焊接。2、拼装:拼装必须在符合要求的平台上进行拼装。在拼装时,要严格控制形位误差。即:翼缘板对腹板的对称度≤1.5mm。翼缘。板对腹板的倾斜度≤1.5mm。构件拼装完校正使其满足规范要。
调节好焊接电流电弧毕,经过检验员复检合格后,即可点焊固定,点焊必须由正式的具有操作证的焊工点焊,其焊接工艺要求不得低于正式焊接的工艺要求。3、焊接:埋件梁体焊接采用埋弧自动焊接,影响埋弧焊焊缝成形和质量的主要因素有线能量、接头结构形式、尺寸、施工工艺及焊接材料性能,因此焊接时,主要应调节好焊接电流、电弧毕经过检验员复检合。
水工机械厂名片")