| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 厂家承担 |
| 供货总量 | 按订单制作 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |
绥化纵横机械制造有限公司是集科研、生产、销售、施工、服务于一体的现代化经济实体企业,公司地处空港产业集聚区,地理位置十分优越,交通便利。公司技术力量雄厚,拥有国内先进的生产设备,独特的生产工艺和质量检测手段,并且还注入了大批高技术人才和管理人员,从而决定了产品的优越品质,使之企业不断壮大,蓬勃发展。做到科学设计,合理施工,几年来,公司凭借着产品优良的品质、合理的价格、完善的服务,诚信的行为,使得客户得到质的产品。公司秉承安全,理性,持续发展的战略思想,坚持开拓创新,精密制造,诚信务实,回报社会的企业精神,愿以国内各界新老客户精诚合作,共创事业未来!


衬塑管道为保证系统在正常工作状态下,不发生破裂和渗漏。压力试验中最容易发生问题的是焊缝等接口部位,根据材料力学原理,不论是管道本身的内应力,还是焊缝的拉应力,只与试验压力户和管道、焊缝的拉应力,只与试验压力户和管道、焊缝的尺寸有关,而与试验介质无关,因此理论上用气压试验和水压试验均可行。它决定着材料的使用。在行业中按输送水的温度分为冷水和热水品质增效,冷水温度一般为0℃~25℃,但明装管路内介质温度受大气温度影响,中国南方夏季气温可高达40℃左右,而北方气温在冬季可低于-40℃,但是水于0℃以下就会凝固成冰,从而达不到用水的目的。因此在行业中有保温的一些规范,使管路中水的温度一直保持在0℃以上机械性能。
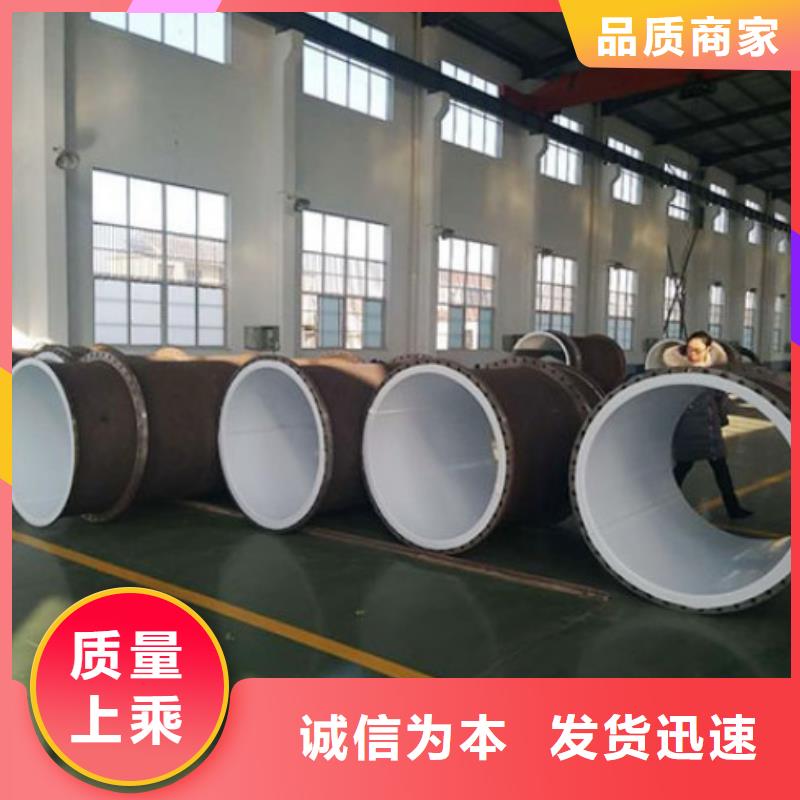
公司内衬聚乙烯PO弯头公称通径≥500mm的较大口径钢衬塑直管与管件,在钢件内壁点焊1.5~2.5mm金属钢丝网,以保证衬塑件的厚度和较高耐剥离强度与良好的防开裂。内衬聚乙烯PO弯头适用于输送酸、碱液体或气体。广泛应用于化工、湿法冶炼、化纤、烟气脱硫、钢铁酸洗、化学污水处理等行业。
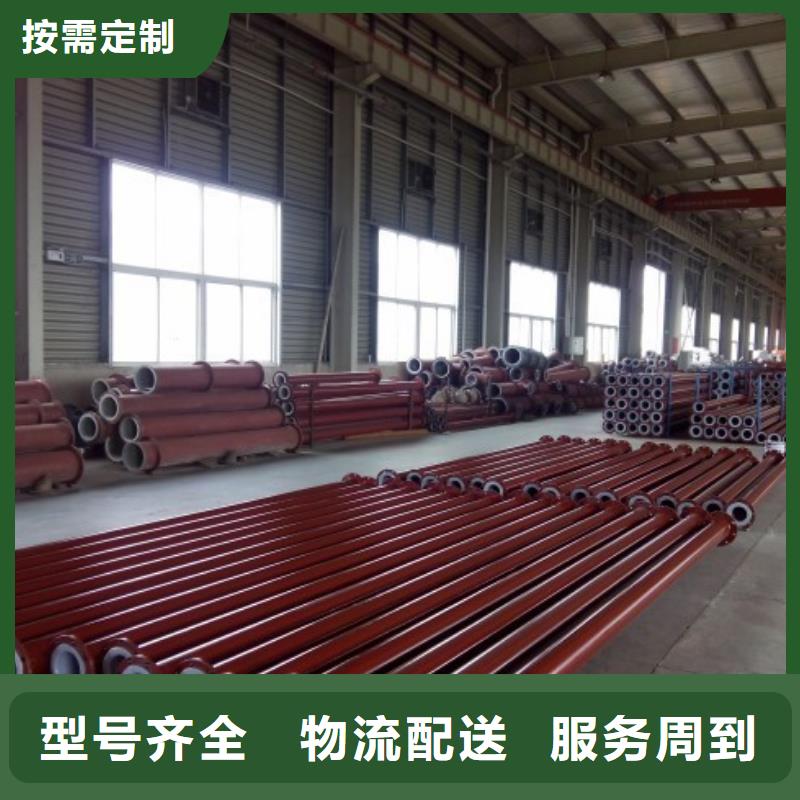
衬塑管道是一种外部以钢或者硬质结构为管道骨架的管道,以耐磨、防腐以及耐高温的橡胶作为衬里层,通过橡胶自身物理和化学性能从而降低了管路输送介质对外部结构的作用如冲击力、腐蚀等,其由于橡胶的缓冲作用,大大延长了管路的使用寿命,降低了使用者的成本。本公司从事研发生产衬塑钢管有:钢衬聚丙烯管、钢衬聚氯乙烯管、钢衬聚乙烯管,钢衬聚烯烃管的生产厂家,价钱实惠,型号品种齐全。



衬塑管道种类:
目前市场上常用的三种衬塑管道分别是钢衬塑管道、涂塑钢管、钢衬四管道。
二、生产工艺
1、钢衬塑管道生产采用离心热滚塑加工工艺,法兰面模压成型,衬塑层厚度为3-6mm。具体如下:
原材料 → 切割取料 → 修整 → 法兰调直对眼→ 焊接 → 打磨除锈 → 分送入炉 → 自动加热 → 智能输料 → 旋转滚塑 → 流平 →法兰面塑料层成型→表面修整 → 油漆 → 标识 → 包装 →入库。
2、涂塑钢管生产采用喷、浸工艺在钢管(底管)内表面熔接层很薄的塑料防腐层,涂塑层厚度为400um—1000um。具体如下:
钢管切割取料 → 检尺修整 → 法兰调直对眼→ 法兰焊接 → 管道整体喷砂打磨除锈 → 分送入炉 → 涂塑→ 冷却 → 标识 → 包装 →入库
3、钢衬四管道直管采用套管翻边工艺生产,管件采用模压工艺生产,四管厚度为3-6mm。具体如下:
1)直管加工工艺
预制管件 → 喷砂除锈 → 拉管 → 焊环 → 翻边 → 油漆包装入库
2)管件模压制作工艺:
预制管件 → 喷砂 → 装模→ 填料 →打压→ 脱模 → 修整 →烧结→ 检测 → 油漆包装入库



衬塑管道优势:
1、产品采用先进的滚塑工艺整体一次成型;
2、衬里致密度高,整体性强,无内应力;
3、无接头,无焊缝;
4、不脱落,不龟裂;
5、无气泡,钢塑间无空隙,耐负压;
6、耐腐蚀,耐压,机械强度;耐老化,耐磨损,使用温度范围广;
7、任何形状钢件、非标件均可衬;
8、安装容易,连接方式可靠快捷,维修方便,安装过程中需加长或裁短均可现场衬,修复如初;
9、无毒性,无污染,节能环保;
10、规格系列,配套齐全,适用范围广泛,规格品种齐全。
技术指标:
一、衬塑管道工作压力:≤1.6mPa,承受负压,介质温度:-40℃~110℃,衬层厚度:设备8±1mm,管配件DN25~DN50 3mm DN65~DN100 4mm DN125~200 5mm DN250~DN400 6mm
二、衬塑管道技术要求:
1、设备制造验收规范按HGJ92-90标准、GHJ33-91标准;
2、设备及管件法兰按GB2555-81、GHJ45-91标准或用户要求配制;
3、设备焊接按GB/T4709-92标准,焊缝按GB13985-88标准;
4、选用JG-873型电火花孔探伤仪,输出电压5KV-30KV探头在防腐衬里层表面以移动速度不超过50mm/s探测,以不击穿为合格。





![[绥化]纵横机械制造有限公司名片](http://ypmimg.sys00.com/UploadImg/1296/new_card.jpg "[绥化]纵横机械制造有限公司名片")