| 产品参数 | |
|---|---|
| 产品价格 | 电联/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 653 |
| 运费说明 | 电联 |



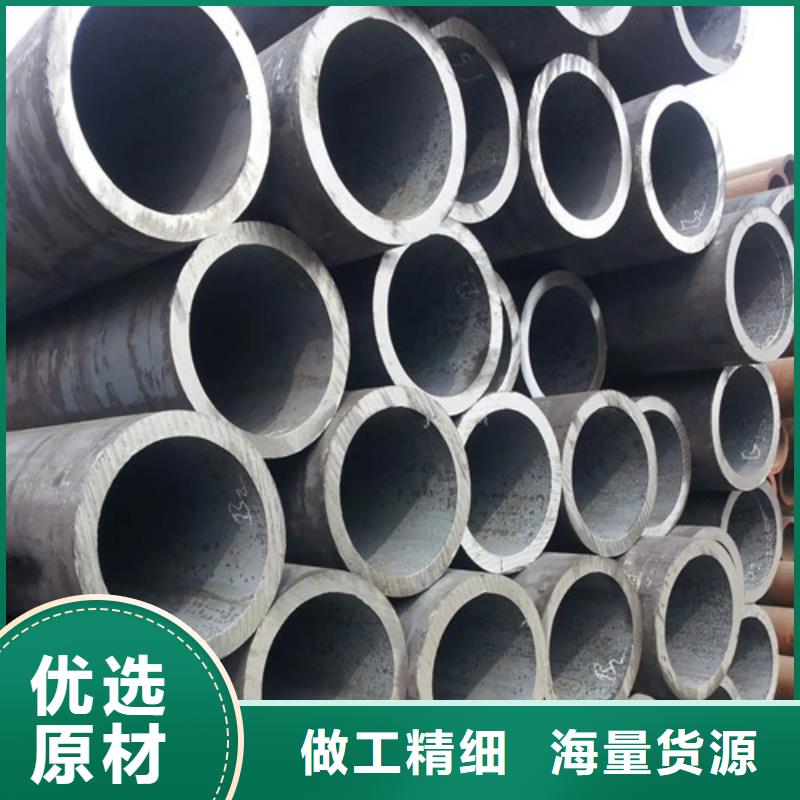
无缝钢管采用挤压成型生产加工,由于表层在表层留下残余压应力,无缝钢管有利于表面微裂纹的封闭型,防止沉积物的扩大。进而可以提高表层的耐腐蚀工作能力,减缓疲劳裂纹的形成或扩展,从而提高无缝钢管的疲劳极限。根据挤压成形,挤压成形表层产生冷作硬化底层,降低了接触表层的切割副的延展性和塑性变形,从而提高了无缝钢管内腔的耐磨性,防止烧伤割伤。挤压后,粗糙度值的降低可以改善配合特性。无缝钢管挤出成型生产加工是一种非切削加工。 无缝钢管产品工件表面,使产品工件表面的金属材料产生塑性变形和流动性,并填充初始残余低。在凹波谷中,可以降低产品工件的表面粗糙度。由于挤压的表层金属材料发生塑性变形,表层机制冷却结晶变窄,产生高密度纤维,产生内应力层,提高强度和抗压强度,表层 产品工件的改善。无缝钢管耐磨性、本地耐腐蚀性和互操作性。挤压是一种无需钻孔的塑性变形生产加工方法。

不锈钢无缝管的制造工艺:热轧(挤压无缝钢管):圆管坯→加热→穿孔→三辊斜轧、连轧或挤压→脱管→定径(或减径)→冷却→矫直→水压试验(或探伤)→标记→入库。轧制无缝管的原料是圆管坯,圆管胚要经过切割机的切割加工成长度约为1米的坯料,并经传送带送到熔炉内加热。钢坯被送入熔炉内加热,温度大约为1200摄氏度。燃料为氢气或乙炔。炉内温度控制是关键性的问题。 圆管坯出炉后要经过压力穿孔机进行穿空:一般较常见的穿孔机是锥形辊穿孔机,这种穿孔机生产效率高,产品质量好,穿孔扩径量大,可穿多种钢种。穿孔后,圆管坯就先后被三辊斜轧、连轧或挤压。挤压后要脱管定径。定径机通过锥形钻头高速旋转入钢胚打孔,形成钢管。钢管内径由定径机钻头的外径长度来确定。钢管经定径后,进入冷却塔中,通过喷水冷却,钢管经冷却后,就要被矫直。 钢材的内径尺寸波动较大,原因是;钢温不稳定有阴阳面。钢的成分不均匀。由于设备简陋,地基强度低,轧机的跳大。会出现有同一周内内径变化较大,这样的钢筋受力不均匀易产生断裂。 优质材的商标和印字都比较规范。 三钢材直径16以上的大螺纹,两商标之间的间距都在IM以上。 钢材螺纹钢的纵筋经常呈波浪形。 钢材厂家由于没有行车,所以打包比较松散。侧面呈椭圆形。


![[普洱]亚广金属名片](http://ypmimg.sys00.com/UploadImg/3515/new_card.jpg "[普洱]亚广金属名片")