| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |

纵横机械制造有限公司
“造优质 湖北襄阳钢衬塑管道,创国际”是纵横机械制造有限公司的坚定信念和永恒追求,向用户提供优质的 湖北襄阳钢衬塑管道产品和完善的服务是我们对用户的承诺。 我们将继续以高品质,高标准和合理的价格及良好的服务来回报广大用户对我们的支持,欢迎国内外客户的光临惠顾,我们将竭诚为您服务!


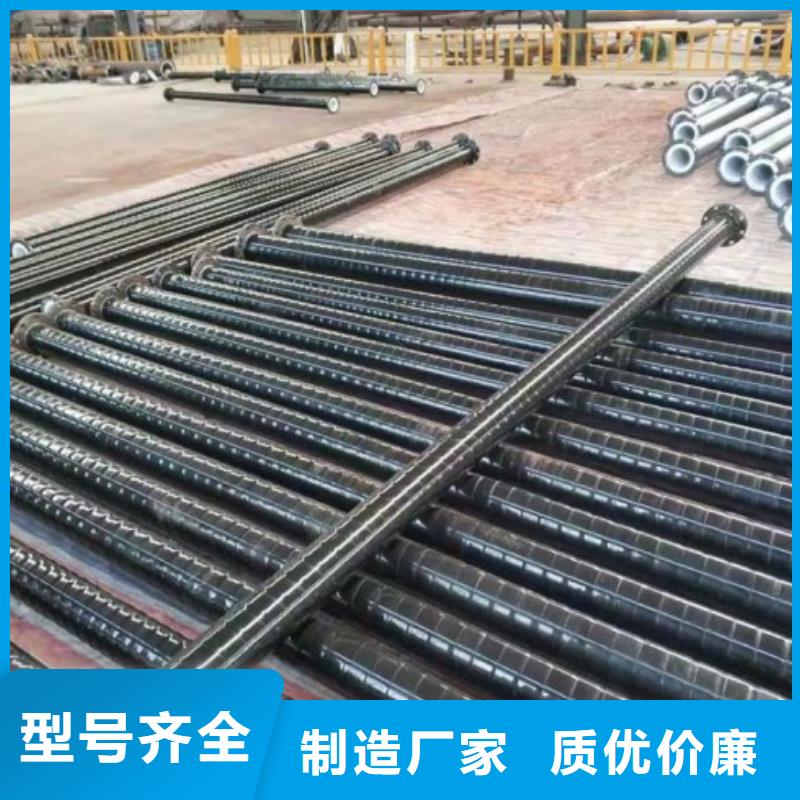
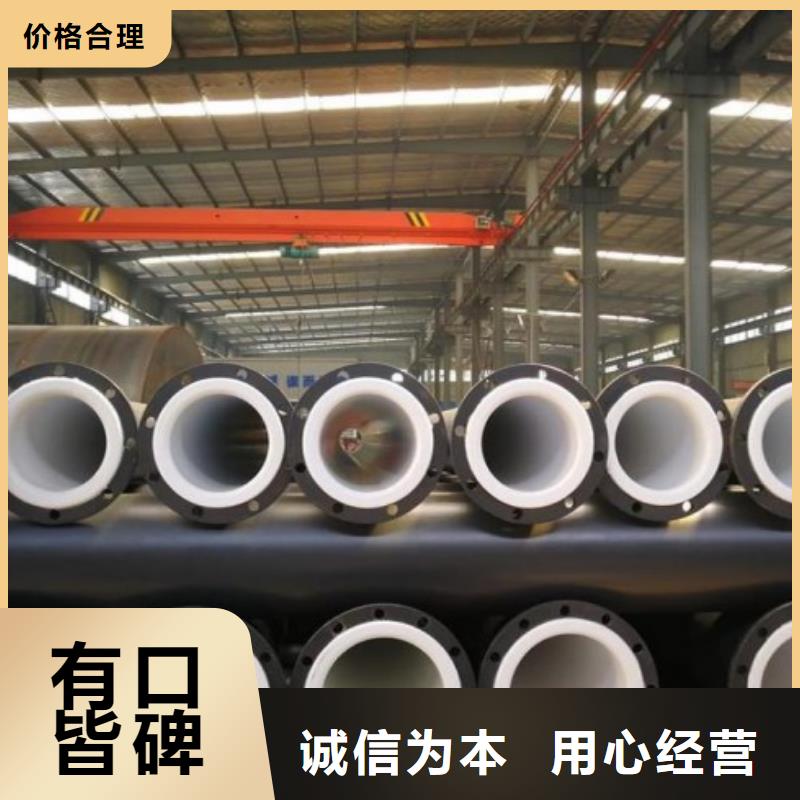
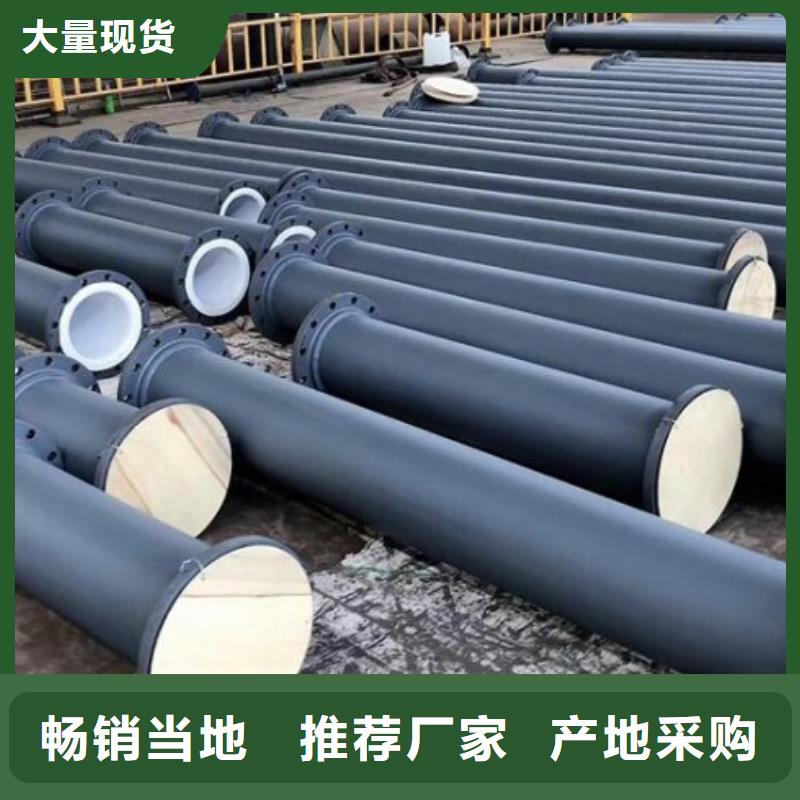
钢衬PE管道是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性工程塑料,经冷拉复合或滚塑成型,它既有钢管的机械性能,又有工程塑料的耐腐蚀,缓结垢,不易生长生物的特点,是输送酸、碱、盐、有腐蚀性气体等介质的理想管道。内衬食品级聚丙烯,能用于食品、及饮水等行业。
常见的钢衬塑管道有:钢衬聚丙烯管(GSF.PP),钢衬聚氯乙烯管(GSF.PVC),钢衬聚乙烯管(GSF.PE),钢衬聚烯烃管(GSF.PO)钢衬聚四氟乙烯管(GSF.F4)。
纵横机械拥有一支年轻而富有朝气的营销团队,有专业的工程师提供整套解决方案,并拥有一套成熟的现代化管理体制。从产品的生产、配送,安装、调试以及售后都有一套完整的服务体系。公司运用现代化的管理手段,能够以好的质量、快的速度、合理的价格为客户提供、优质、及时的服务,为客户的生产和运转提供坚实可靠的保证和支持。我们有能力也有意愿寻求与客户共同获益和成长的机会,这也是我们多年以来一直不懈追求的目标。



衬塑管道生产过程中注意事项:
粉末状遍布匀称,震动小;假如原材料过多,应立即整洁,防止粗糙度或薄厚不匀,危害工艺性能的溶体流动性印痕。
在冷轧成形和制冷全过程中,应随时随地查验工艺性能,立即修补缺点。時间超出二十分钟(已凝结),严禁修补。
表层略不光滑或略波动平整,可选用火苗或热处理炉匀称加温,但防止因部分温度过高或烧黄。



衬塑管道企业今年下游行业将会有什么新的变化?
衬塑管道行业下游行业将会有新的变化?估计市场较关心的是两个方面,一个是新城市化建设的细节在舞台上将会是一个什么;另一个是房地产市场,因为一些省份和城市房价暴跌春节过后,会有新房间控制措施,具体是什么方向?实际上这些基本上揭示了新城市化建设的核心是城市化的解决方案,它是通过系统的农民工群体成真正的“城市人”;城市而不是过去简单的运动,但以下,作者认为,城市设投资增加是不可避免的,也是一个市场的认可,即使会议再次强调人的城市化,如何估计建立小城镇建设仍有继续,这肯定会增加钢铁需求释放。
衬塑管道行业在中国正面临较严重的问题,仍然是产能过剩,供给的矛盾,和当前 拿出一个解决方案,仍落后生产能力,提供更多的机会消化和落后的生产能力。无可否认的事实,一个全国性的异形钢管淘汰落后产能是承受着巨大压力,但多达10亿吨的能力,只有大约72%的产能利用率,近3亿吨的闲置产能的时候完成,这不是,较好拉下不合格的高炉运行,但面对既得利益,暂时充满艰辛的道路。短期关上大门,然后看看消化,增加棚户区变成新住宅地区,中西部地区,铁路和其他交通基础设施的投资,经济适用房,小投资,等已经或即将促进城市化建设,已经知道市场的政策和措施,积极因素和基本消费市场,那么只有进入具体实施阶段的实际需求,真的可以影响市场。
衬塑管道节能的要求和社会对恢复自然环境的呼声也越来越高。为适应这些要求,新的不锈钢异型管将得到开发,冶炼新工艺和新设备将相应出现。铸造生产的机械化自动化程度在不断提高的同时,将更多地向柔性生产方面发展,以扩大对不同批量和多品种生产的适应性。节约能源和原材料的新技术将会得到优先发展,少产生或不产生污染的新工艺新设备将首先受到重视。供特种铸造用的机器和设备以及许多运输和物料处理的设备。铸造不锈钢异型管生产有与其他工艺不同的特点,主要是适应性广、需用材料和设备多、污染环境。
我国不锈钢衬塑管道的整个行业发展呈现出不平衡的状态,在当前不锈钢管产业量猛增的形势下,原料的来源十分的紧张,国内的供应量严重不足,基本上主要依靠进口原来来维持发展。在铁矿石上涨的情况下也同时增加了不锈钢成本,对于如今市场竞争激烈的情况下,很难竞争,给企业的生产经营造成困难。另外,主要技术经济指标尚需进一步改善,我国热轧成品钢材(坯-材)成材率在93%左右,其中,热轧无缝不锈钢管(坯-材)成材率,视其技术装备水平不同波动较大,技术先进轧机一般为90-92%;技术落后轧机仅为80%左右;先进轧机为75%以上,落后轧机为70%以下。总之,上述指标同国际先进水平比仍存有差距,亟待改善。