| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |

丁基橡胶钢管产品特点:
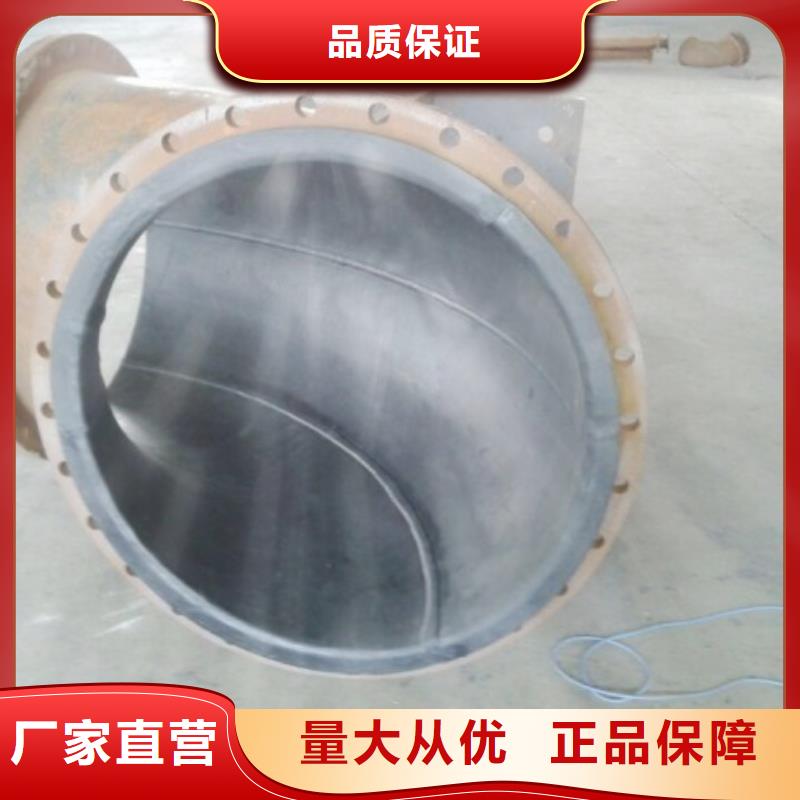
1. 防腐性能好,橡胶衬里可根据防腐的需要进行配方,适用于腐蚀性高的环境,衬胶脱硫管道钢管可耐各种酸、碱、盐、海水及污水等的腐蚀,可在复杂苛刻的化学腐蚀环境中使用;
2. 耐磨性能好,根据耐磨的需要进行配方,适用磨耗大的环境,其耐磨性能是钢管的二十倍以上,陶瓷的四倍以上;
3.温度适应范围广,可以在-40-140度的范围内长期使用,衬胶脱硫管道层不会因温度变化而与钢架脱开;
4.钢管仅一次投入,后续可将用过的钢管修复后衬上胶继续使用,每衬一次胶相当于金属管寿命的4-5倍。
部分丁基橡胶钢管案例
1.中石化洛阳分公司(吉利)一、二期水汽车间炼油回用水深度处理管道衬胶脱硫管道项目
2.山西祥辉华远煤焦化有限公司脱硫系统衬胶脱硫管道项目
3. 广东市阳西电厂脱硫衬胶管道修复和新配管道项目
4. 栾川京宇矿业有限公司旋流器及管路衬胶脱硫管道项目
5. 河南永银化工实业有限公司衬胶脱硫管道管路
6. 海南亚昌工业物资有限公司衬胶脱硫管道管道(用于电厂石膏脱硫管道)
7. 洛阳双瑞万基钛业有限公司海绵钛车间管件衬胶脱硫管道项目
8. 贵州岑巩黔东电厂 脱硫系统衬胶脱硫管道管道项目(用于氨式脱硫脱销管道)
欢迎来到洛阳纵横制造衬胶管道有限公司,具体地址是河南省洛阳孟津县河南洛阳孟津麻屯,主要经营、热电厂脱硫衬胶钢管、防腐衬胶管道、衬塑管道,化工厂PO管道。单位注册资金单位注册资金人民币 1000万元。 我们的产品质量优等,种类齐全,我的销售范围广,我们的服务客户满意;如果您对我公司的产品有兴趣,请在线留言或者来电咨询。

一般这几类管路多用以发电厂、化工企业、药业公司、炼钢厂、纸厂、等行业占多数。我企业生产制造的衬塑管道、衬胶管道、抗腐蚀管路长期生产制造、供应量大、还可以依据顾客规定订制生产制造,衬胶管道是依据蒸气硫化橡胶基本原理将无缝钢管与硫化橡胶坚固黏贴到一起硫化橡胶结束后,等火花放电检验达标后才可原厂应用。衬塑管道基本原理和衬胶管道制造的原理不太一样,它是由无缝钢管与里衬塑粉末状热融加温滚漆成型,这二种管路都归属于抗腐蚀管路,技术专业运输强酸强碱水、有腐蚀的液體、熟石膏浆体等化学物质。
衬胶管道厂家复工后春季的衬胶加工设备养护工作要到位:
1、要给衬胶管道硫化加热炉设备的保温密封槽进行加固,春天衬胶设备成是要具备密封的效果,并且在尘土特别多的情况下,要密切留意硫化炉的密封性,避免衬胶的时候尘土带来麻烦。
2、保养好硫化炉设备的零件,热胀冷缩会对设备的零件产生很大的影响,所以,要对设备有可能够松动的部件进行紧固,避免产生故障。

硫化制造技术要求:
1)安装硫化封头后:
密封面的衬胶层及密封圈须用模压硫化工艺生产。不应有径向贯通划痕。
硫化封头密封性好,须能保压0.6MPa以上。
2)硫化三要素:
按照作业指导书规定时间、温度、压力硫化,硫化工作必须严格依照材料的硫化曲线进行操作。
3)内衬固化后:
固化橡胶检验和接收后,紧接着要进行修整。应当磨去瑕疵和表面杂质以得到光滑、规整的表面。
粘接强度硫化试样及检验:
为了质量控制之目的,应随同正在安装内衬的高压蒸气负载的管子准备一个衬有橡胶并且粘接同一批次生胶板,备用检测粘接强度。粘接强度大于12KN/m,检验方法按GB/T 15254-2014 《硫化橡胶与金属粘接180°剥离试验》的规定执行。
外防腐技术要求(根据甲方要求实施)
1)钢管外壁处理
钢材表面清除油污,采用喷砂除锈,达到Sa 2.5级(SSPC称近白级),Sa 2.5级正式名称为:“非常彻底的喷射或抛射除锈”,其定义为:钢材表面应无可见的油脂、污垢、氧化皮、铁锈和油漆涂层等附着物,任何残留的痕迹应仅是点状或条纹状的轻微色斑。
2)三油两布,定型胶、刷胶、缠带。
3)GB 50268和SY/T 0447的要求,对防腐层进行外观、厚度、漏点和粘结力检验。外观、厚度、漏点应在防腐层实干后、充分固化前检验,粘结力可在实干或固化后检验

电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。

![[萍乡]纵横机械制造有限公司名片](http://ypmimg.sys00.com/UploadImg/1296/new_card.jpg "[萍乡]纵横机械制造有限公司名片")