| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 碳钢20# |
| 衬里材料 | 塑料粉未 |
| 衬里厚度 | 4-10mm |
| 产品规格 | 按要求订做 |
| 生产工艺 | 热滚塑工艺 |
| 连接方式 | 法兰连接 |
| 适用温度 | -60~100℃ |
| 适用压力 | -0.07 M Pa ~ 2.5 M Pa |
| 检测电压 | 5KV-30KV |
| 执行标准 | HG20536-93 |
| 应用领域 | 化工、环保、冶炼、电力等行业 |

衬塑管道广泛应用于化工、冶金、电力、醫藥、纺织等领域的软化水系统和纯水系统。
我公司凭借国内ling先的生产技术、配套齐全的检测手段、安全可靠的产品质量及周到快捷的售后服务,遵循“忧患图自强,荣誉思奋进;凭技术开拓市场,凭管理增创效益,凭服务树立形象;讲求实效,完善管理;提升品质,增创效益”的运营理念,在先進的息化管理平台基础上,建立了高效、严谨的组织架构,为用户提供更多,更优质的防腐耐磨管道产品和售后服务,适应了日新月异的市场环境,保证了企业的新鲜活力。
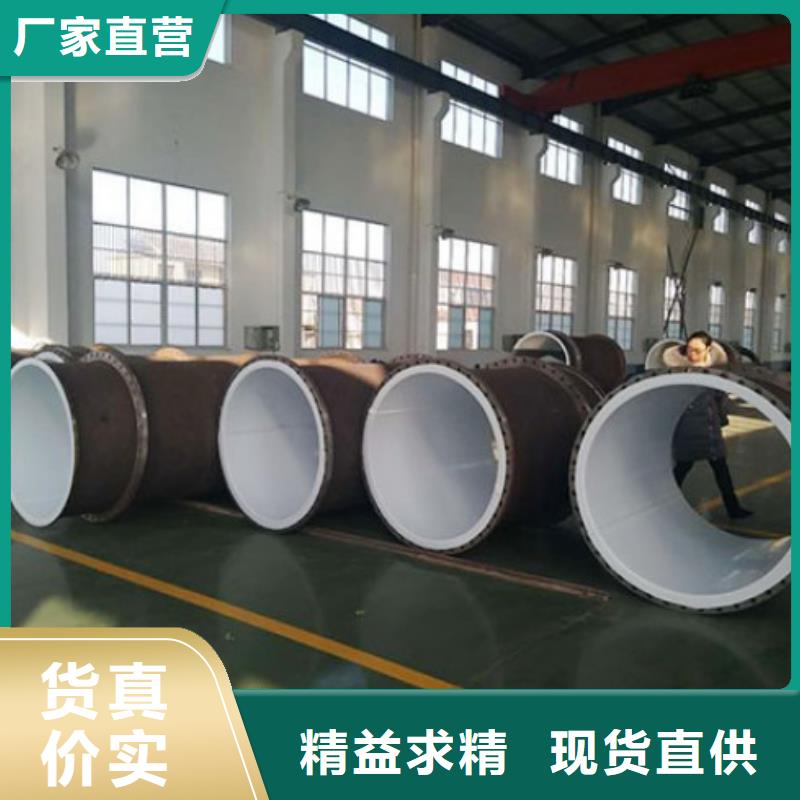
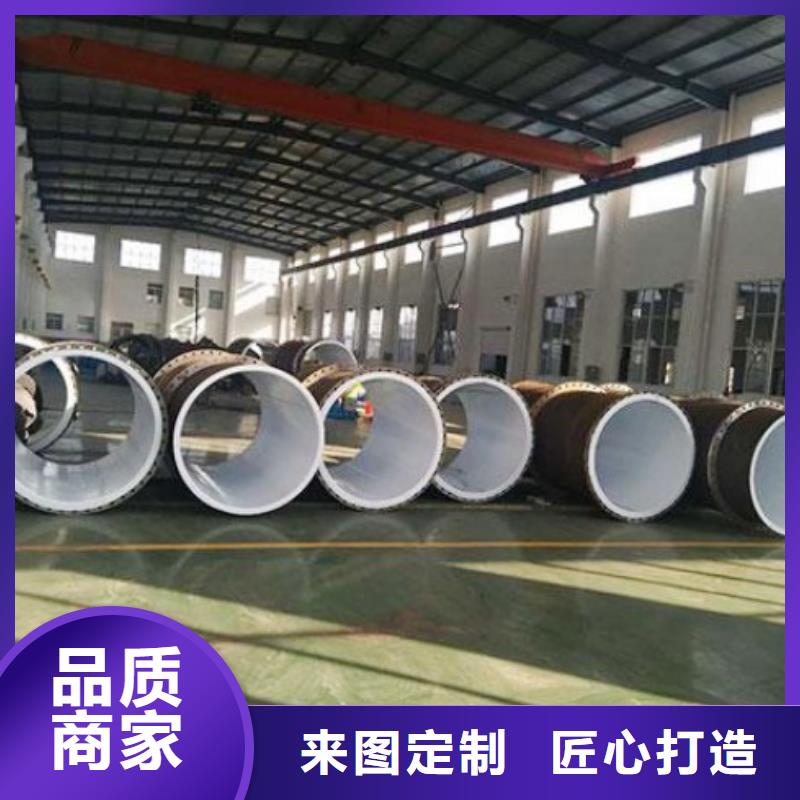
衬塑管道其壳体采用流体无缝钢管,内衬PO(聚烯烃)材料。聚烯烃(PO)是以聚乙烯、聚丙烯、丁烯等烯烃类聚合物的总称,是目前朂理想的防腐蚀材料之一。内衬PO采用热塑旋转一次成型工艺。由于钢塑附着力很强,因此它既有金属的强度,又有PO耐腐蚀、耐高温及低温、耐负压、抗老化的特性。槽、罐、反应釜等衬里设备,其内衬PO可作二次修复使用。
作为专业的衬塑管道生产厂家,我们遵循“客户标准至上,力争完美无缺;追求品质卓越,尽显企业精华;团结开拓务实求精;累积点滴改进,迈向完善品质”的运营理念,衬塑管道的特点是使用范围广泛,各种规格齐全,生产工艺独特,连接方式可靠快捷,表面防腐蚀措施完善、美观,外层焊管壁厚设计合理,内层塑料管的壁厚合理,确保通经,具有极好的耐腐蚀性能,节能环保。
钢衬塑复合管道采用滚塑工艺,用模型整体一次成型,整体(包括进出料口的法兰口)无接缝,永不渗漏。外表光滑漂亮,内表面光滑,易于清洗。

钢衬PE衬塑管道翘边原因
一旦钢衬PE衬塑管道出现翘边现象,不仅会使管道的形体受到破坏,更会导致管道的性能效果降低,甚至是彻底无法使用,所以遇到这种情况,一定要及时查明是什么原因导致的,从而彻底杜绝管道发生翘边的可能性。
导致钢衬PE衬塑管道发生翘边的全部过程:
在生产过程中,PE会因为遇冷收缩的特性而紧紧包裹在管道上,所以管体上PE的内应力会随着温度的变化而变化,虽然如此,但各点的内应力都还是一致指向管体的。而在PE坡口的焊道处却不这样,因为PE在坡口处被焊道分为两部分,焊道与管端夹角较小的一侧,上面大部分的PE材质会被弄掉,所以就导致剩下的PE材质非常薄并且表面积也很小,从而形成锐角状或长条状,而焊道与管端夹角较大一侧的PE,从管端方向向管内侧方向逐渐加厚,在焊道肩部达到了被分开部分PE的较大厚度。所以造成管道表面的PE涂层厚度不一。
从而在钢衬PE衬塑管道表面的涂层PE受到日光暴晒时,PE会温度升高,而PE的记忆效应会产生一个收缩的内应力,这个内应力就会在管道焊接的一个侧面产生出剥离开焊道的“力”,然后随着钢衬PE材质厚度的增加,这个“力”也会随之增大,从而当焊道与管端夹角较大一侧的焊道肩部的力达到较大时,就能使粉末与管道表面分离形成翘边。
其实看完导致钢衬PE衬塑管道发生翘边的整个过程后,相大家都明白了,导致这种现象发生的主要原因就是温度、壁厚度、管径这三点因素,所以要想避免管道发生翘边现象,就要在制造、安装、使用的过程中,做好对这三个方面的预防工作。
衬塑管道可谓是目前非常流行的输送管道,具有许多优良的性能特点,被广泛应用于各行各业。为避免生产过程中各种问题的出现,一定要严格遵守生产工艺流程来制造。
衬塑管道是以普通碳素钢管作为基体,内衬化学稳定性优良的热塑性工程塑料:
1、先将碳钢管表面磨砂除锈。
2、然后将碳钢管加热在300-370度之间。
3、把高性能聚乙烯塑料涂覆的钢管内壁。
4、把涂覆好的管道放在三维旋转台上滚塑成型。
虽然看似是简单的四步,但其实制造起来并不简单,一旦有一个小步骤出现错误,就会导致衬塑管道的性能受损或不达标,因此每一根具有优良性能的管道,都是经过重重严格的操作、把控而制成的。

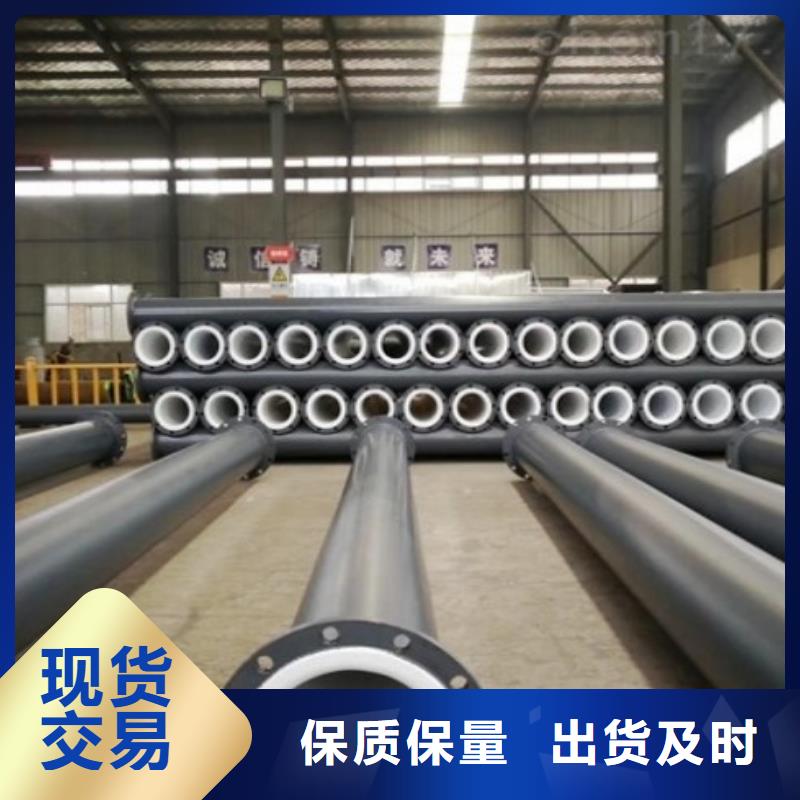
热滚塑钢管的制作工艺简介及热滚塑钢管的特点
热滚塑钢管是以普通碳素钢管作为基体、内衬化学稳定性优良的防腐材料的热塑性复合管道。钢管可采用焊接钢管或无缝钢管以火焰喷涂工艺或自动喷枪喷涂制作。
常用的热滚塑钢管防腐材料有:LLDPE(低密度聚乙烯)、PO(聚烯烃)、HDPE(高密度聚乙烯)、ETFE(四氟乙烯)等。根据管道中的流体介质的不同,选用不同的防腐材料。热滚塑钢管可分别适用于酸、碱、盐类液体、海水、纯水、油类等各种腐蚀介质。
随着热滚塑钢管生产工艺的不断成熟、产品质量的不断提高,热滚塑钢管广泛应用于化工、冶金、电力、医药、纺织等领域的软化水系统和纯水系统。
热滚塑钢管既具有钢管的机械强度性能,又有塑料管的耐腐蚀、不易结垢的性能,管内壁表面平整光亮、摩擦系数小,又能保证输送介质的纯度等优点。但其本身又有着如下的特点:①热滚塑钢管生产时须对钢管进行高温预热处理,因此管道难于现场制作,须在专业制造厂生产,且制作完毕后无法修改;②热滚塑钢管必须采用法兰连接,每根热滚塑钢管包括管配件的两端均有法兰;③热滚塑钢管内壁为滚塑层,在管道外壁不能进行类似焊接之类的热加工处理;④DN50的以下的钢管较难滚塑,因此当管道公称直径在DN50以下时,一般不采用热滚塑钢管。

衬塑钢管管沟制做工艺
一、衬塑钢管的管沟制做 1. 非常容易出現的难题; 衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
一、衬塑钢管的管沟制做
1. 非常容易出現的难题;
衬塑钢管的滚槽明确提出了比一般热镀锌钢管滚槽更高的规定,机械设备采用不善、实际操作不善都将会造成衬塑层的掉下来、破裂。
2.滚槽磨具的挑选、对机械设备的规定:因为衬塑钢管的滚槽归属于新式联接加工工艺,相对性应的滚槽机器设备沒有同歩升级,对于滚槽全过程中衬塑层掉下来或破裂的状况,滚槽磨具直徑增加,超过无缝钢管公称直径的2/3,扩大触碰总面积,减少部分衬塑层的滑动摩擦力,合理的避免衬塑层掉下来,滚槽磨具与管路表面选用纹路状,撤销原先滚槽磨具的齿状或构造,避免衬塑层被切破、磨碎.
二、衬塑钢管管沟制做生产流程及操作流程中应留意的难题
滚槽工程施工步骤:
1、用激光切管机将无缝钢管按需要长短激光切割,创口应整平。创口处若有毛边,用维修工具除掉两边塑胶和无缝钢管毛边,将衬塑层薄厚1/2倒圆角。
2、将需生产加工管沟的钢管架建在滚槽机和滚槽机尾墙上。
3、在无缝钢管上置放水准仪,用水准仪测量,使无缝钢管处在水准部位。
4、将无缝钢管内孔与滚槽机止面紧贴,使无缝钢管中心线与滚槽机止面呈95度。
5、起动滚槽机电工程机。缓缓压下去液压千斤顶,使上轮匀称喷焊无缝钢管至设置管沟深度1已经,实际主要参数见下表,关机。
6、用千分尺查验管沟的深度1和总宽,确定符合规定规定。
7、液压千斤顶抛撑,取下无缝钢管。

![[宜春]纵横机械制造有限公司名片](http://ypmimg.sys00.com/UploadImg/1296/new_card.jpg "[宜春]纵横机械制造有限公司名片")