| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 999 |
| 运费说明 | 1-3天 |
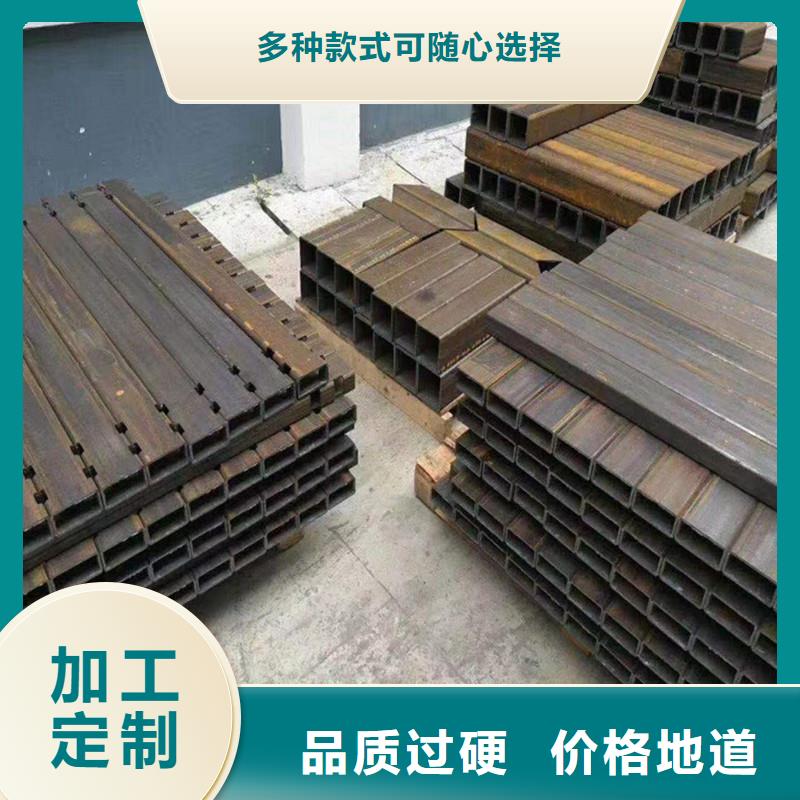
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
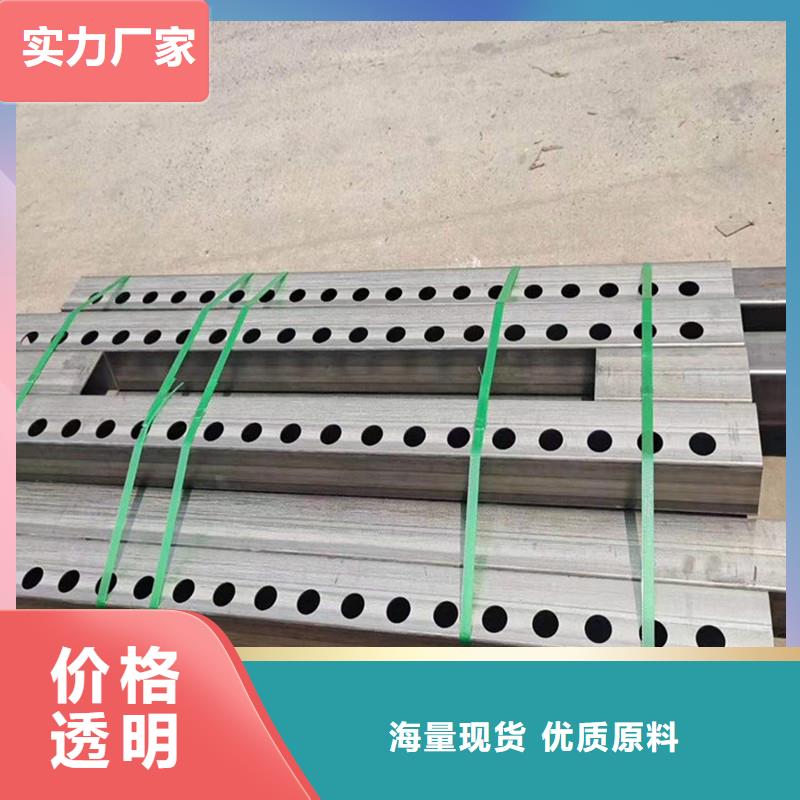
| 精密开孔 | 公差0.05 |




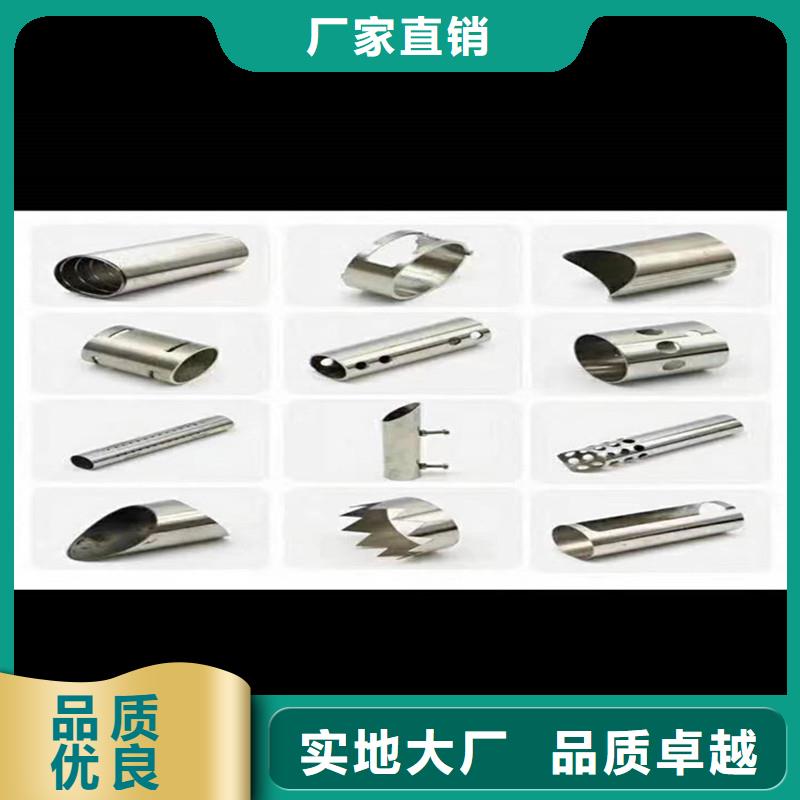
激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打压缩空气切割
压缩空气也可以用来切割薄钢板。5- 6bar的气压足以吹走切口内熔化的金属。由于近80%的空气是氮气,压缩空气切割基本上是熔融切割。
等离子体辅助切割
如果参数选择得当,等离子体辅助切割切口会出现等离子云。等离子体云由电离的金属蒸气和电离的切割气体组成。等离子体云吸收CO2激光的能量并将其转化为工件,使更多的能量耦合到工件上,材料熔化速度更快,使切割速度更快。因此,这种切割过程也称为高速等离子切割。
事实上,激光切管相对于固体激光,等离子体云是透明的,所以CO2激光只能用于等离子体辅助熔化和切割。
探讨一下激光切割厚板难在哪里

1. 激光汽化切割
利用高能量密度的激光束对工件进行加热 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打,温度迅速上升,在很短的时间内达到材料的沸点。蒸汽以高速喷射出来,同时在材料上形成一个缺口。材料的汽化热一般都很大,所以激光汽化切割需要很大的功率和功率密度。
激光汽化用于切割很薄的金属和非金属材料(如纸、布、木、塑料、橡胶、泡沫等)。超短脉冲激光使该技术可以应用于其他材料。金属中的自由电子会吸收激光并剧烈加热。激光脉冲不与熔融粒子和等离子体发生反应,物质直接升华,没有时间将能量以热的形式转移到周围的物质。皮秒脉冲烧蚀过程中没有明显的热效应、熔化和毛刺形成。
2. 激光熔化切割
在激光熔化切割中,通过激光加热熔化金属材料,然后通过与光束同轴的喷嘴注入非氧化气体(AR、he、N等),液态金属被气体的强大压力排出,形成切口。激光熔融切割不需要将金属完全汽化,所需能量仅为汽化切割的1 / 10。激光切管
激光熔切主要用于切割一些不氧化的材料或活性金属,如不锈钢、钛、铝及其合金,也可用于切割其他易熔材料,如陶瓷。

传统的钣金切割设备在市场上占有相当大的市场份额。 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打虽然不锈钢板激光切割有自己独特的优势,但与激光切割等现代技术相比,其劣势非常明显,这很大地影响了企业的竞争力。1. (CNC)剪切机主要是直剪,只能用于直剪钣金加工;2. (CNC /转塔)冲床对厚度大于1.5mm的钢板有切割限制 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打,表面质量差,成本高,噪音大,不利于环保;3.火焰切割作为原有的传统切割方式,只适用于切削热变形、切削宽度、浪费、加工速度慢的粗加工;4. 等离子切割和精等离子切割与火焰切割相似。在切割薄钢板时,热变形过大,坡度较大。当需要确定时,无需做任何事情,消耗品也更加昂贵。5. 高压水切割加工速度慢,污染严重,消耗成本高。激光切管

与传统的切割工艺相比,激光切管机切割的管段更加光滑,切割的管段可以直接用于焊接,减少了加工过程。与传统管件加工需要切削、冲裁、弯曲等工序相比,传统管件加工工艺消耗大量模具。不仅可以减少切割过程,而且可以提高切割质量。
不锈钢管是日常生活中常见的金属管。传统的加工方式有磨床切割和高速钢锯片切割,但这种效率相对较低的加工方式只适用于小批量生产,加工后产品的一致性难以控制。而不锈钢管激光切割机可以使生产自动化,切割效率提高一倍。应用不锈钢管激光切割机切割管材有以下优点:多功能切割:不锈钢管材激 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打光切割机可任意设计切割各种复杂图形或文字,触发更多新的管材设计灵感,帮助您快速完成新产品的开发,降低研发成本。易接近性好:不锈钢管激光切割机易接近性好,方便上料。可成倍提高生产效率。

![[巴中]鸿山金属制造有限公司名片](http://ypmimg.sys00.com/UploadImg/2798/new_card.jpg "[巴中]鸿山金属制造有限公司名片")