| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 999 |
| 运费说明 | 1-3天 |
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
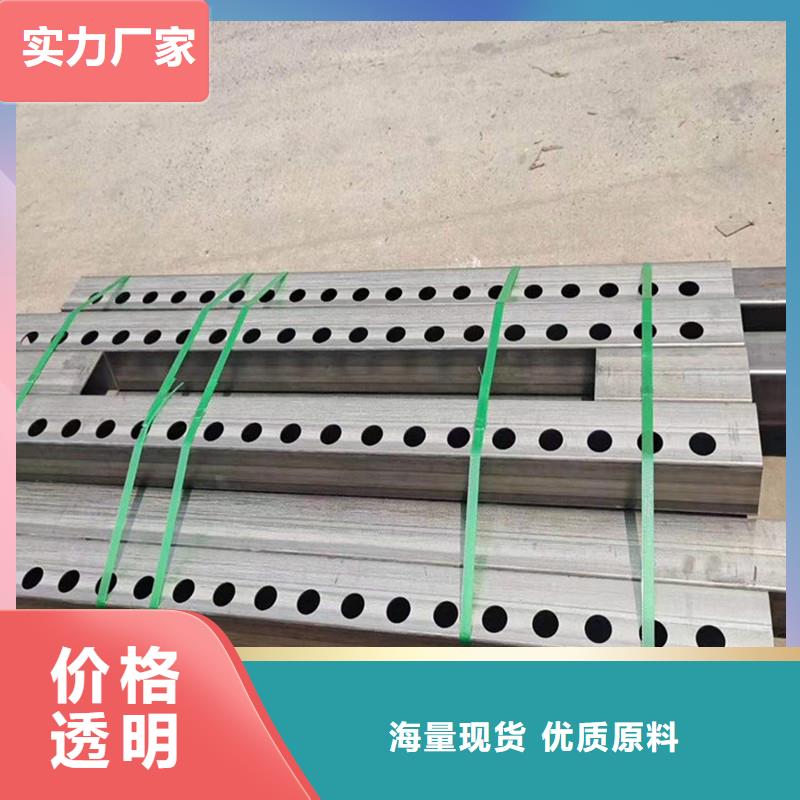
| 精密开孔 | 公差0.05 |




针对以上提出的解决方案, 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打有针对性的解决,势必会提高激光切管加工设备的使用效率,从而改善切管效率低、切管质量差,造成严重的管材浪费,提高企业生产加工产品的效率,为企业创造更好的利润。近年来,三维激光管切割技术发展迅速,应用领域越来越广泛,特别是在汽车、模具和航空制造业。在汽车工业中,采用三维激光管切割技术对车身管类零件进行切割,可以替代传统制造工艺中的修边模和冲孔模。工艺步骤简单,制造周期短,切割速度快,狭缝宽度小,加工质量高,同时也能大大降低成本。缩短新车型的开发周期。具有良好的经济价值和应用前景。工业上常用的三维激光切割设备有两种:三维激光切割机床和激光切割机器人。三维激光切割机刚性好,加工速度快,加工精度高,但激光头接近加工区域能力差,价格昂贵。虽然激光切割机器人具有很高的柔性,增强了激光头接近加工区域的能力,并且可以利用光纤传输的高功率固体激光器进行高柔性加工。但在加工速度和加工精度上还不如三维激光切割机床。因此,为了提高切割精度和切割质量,世界各大汽车公司普遍采用三维激光切割机床。

螺栓连接也是一种常用的连接方法, 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打具有装配方便、快速的优点。可用于结构安装和可拆卸结构。缺点是零件的截面变弱,容易松动。螺栓连接分为普通螺栓连接和高强度螺栓连接。高强度螺栓的节点承载力高于普通螺栓。同时,高强度螺栓连接可以减少钉孔对构件的弱化作用,因此得到了广泛的应用。异种金属是指含有不同元素的金属(如铝、铜等)或由相同的基本金属(如碳钢、不锈钢等)形成的某些合金,其冶金性能如物理化学性能有显著差异。它们可以用作母材、填充金属或焊接金属。激光切管
异种材料焊接是指在一定的工艺条件下,将两种或两种以上不同的材料(不同的化学成分、金相组织和性能)焊接的过程。在异种金属的焊接中,常见的是异种钢的焊接,其次是异种有色金属的焊接和钢与有色金属的焊接。

激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打利用CAD软件进行平面设计并导入到切割机的操作系统中,可以自动完成激光管材的切割,从而大大提高制造项目的速度。通常,操作系统中包含一个数据库,其中的关键信息包括管材的材料类型、厚度和几何形状。 随着我国不锈钢管生产和消费的快速增长,激光切割设备在我国迅速普及,数控管切割和激光管切割技术需求的快速增长,凸显了当前激光切割设备和数控管切割加工的严重短缺和滞后,它反映了一些不锈钢企业,拥有先进的激光切割设备,但仍暴露出切管效率低、切管质量差、管材浪费严重的现象。
激光管切割技术是一种生产效率高、生产率强的技术,只要在有限时间里还可以修改设计方案,并且不会影响整个产品生产过程;更大的好处是,激光切管用户可以控制短版或中版的生产,而不是制作大量的模板,这样可以更快地响应客户的需求,因此无需制作模具。

激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打激光氧切割(火焰切割)
激光氧切割的原理与氧乙炔切割相似。它采用激光作为预热热源,氧气等活性气体作为切割气体。一方面,注入的气体与切削金属发生氧化反应,释放出大量的氧化热;另一方面,它将熔化的氧化物吹出反应区,在金属上形成缺口。由于切割过程中氧化反应产生大量热量,激光氧切割所需能量仅为熔化切割的一半,切割速度远高于激光汽化切割和熔化切割。激光氧切割主要用于碳钢、钛钢和热处理钢等易氧化金属材料。
激光划线和断裂控制,激光刻划是利用高能量密度的激光对脆性材料的表面进行扫描,使材料受热蒸发成小槽,然后施加一定的压力,脆性材料就会沿着小槽产生裂纹。激光切管用于激光刻划的激光器一般是调q激光器和CO2激光器。

![[伊犁]鸿山金属制造有限公司名片](http://ypmimg.sys00.com/UploadImg/2798/new_card.jpg "[伊犁]鸿山金属制造有限公司名片")