| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 双方协商 |
| 供货总量 | 按订单生产 |
| 运费说明 | 5天发货 |
| 厂家/产地 | 纵横机械/洛阳 |
| 主要材料 | 橡胶 |
| 生产工艺 | 热硫化或冷粘 |
| 产品规格 | 按要求订做 |
| 断裂强度 | 17 |
| 扯断伸长率 | 550 |
| 衬里硬度 | 60±5 |
| 定伸应力 | 10 |
| 剥离强度 | 7 |
| 磨耗减量 | 0.1 |
| 应用领域 | 矿山、电力、冶金、化工等 |
| 连接方式 | 法兰连接 |





衬胶钢管生产对原料6点要求
1.用于制作衬胶管道所用钢管、管件必须有出厂合格证,并从同一批量中抽取2%(不少于2件)进行校验性试验。材料的试验结果中如有一个试样不合格时,需另取双倍数量试样进行不合格项目的复检。复检结果即使有一个试样不合格,则该批钢管或管件要逐个进行试验。
2.钢管、管件的内外表面不得有裂缝、褶皱、发纹和结疤等缺陷存在,若有这些缺陷应完全清除掉,清除后壁厚和外径不得超过允许的负偏差。
3.丁基橡胶板的质量应符合:胶板质量应符合GB5575《化工设备衬里用未硫化橡胶板》的规定。
4.衬里用橡胶板表面不允许有油污染物。
5.配胶浆用的胶片应全部溶于溶剂中,不得出现结块、沉淀或翻花现象。
6.配制好的胶浆应是粘稠状液体,存放时不应呈凝胶状态。
如何合理的布置衬胶耐磨管?在选择这种产品时也要事先考虑对其的设计和布置。今天,洛阳纵横机械制造有限公司的小编给大家说一说怎样合理布置衬胶管道。
衬胶耐磨管的设计条件应包括装置建设的环境条件(如温度、湿度、风力、风向、雨雪、地震、地质、周边环境等)、工艺条件(如水、电、汽、风等公用工程条件及装置规模、介质性质、介质温度、介质压力、开停工时间、操作工况等)、建设周期(如设计计划表、采购计划表、施工计划表、开工时间等)等。用户有时也常提出一些要求,诸如操作要求,安全消防要求、环保要求、器材标准要求、设计文件编制内容等各种要求。设计条件和用户要求都是衬胶管道布置设计的基础条件。
衬胶耐磨管合理的设计在于把这些条件中提出的要求赋以运用,既要十分重视这些要求,又要对某些要求进行适当的平衡,*终做到在技术、经济、安全等方面均为上佳。

衬胶工艺操作流程
一、冷粘工具和清洗剂
1. ![]() 刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
刃口锋利的刀具;2、直尺,卷尺,磨刀石;3、木锤或者橡胶锤;4. 钢丝刷;5.手提电动钢丝刷(砂轮);6.干净棉纱。
二、胶板粘接程序
1. 胶板的准备
a.所有粘接的胶板表面都必须打毛(出厂时已一面或两面打毛),包括接头。
b. 所有需粘接的表面(含接头)都须用香蕉水清洗脏物,并彻底晾干。
2. 橡胶和橡胶粘接
a. 均匀涂一层配好的粘合剂于粘接表面,并晾干10至15分钟;
b. 再均匀涂第二层配好的粘合剂,至粘接面不粘手,再将粘接面叠合;
c. 粘合剂在短时间内即粘牢,在施压前调整好粘接位置;
d. 当位置对好后,在整个表面施压,使其接触均匀,挤出空气。
3. 橡胶与金属铁板粘接
a. 金属铁板表面需用喷砂或者钢丝刷去除铁锈和氧化层;
b. 采用香蕉水清洗喷砂后的表面,并彻底晾干;
c. 涂金属底油,约2小时晾干,如 层太薄可涂第二层;
d. 粘接步骤同第3条a 至d 项。
4. 注意事项
a. 粘合剂及固化剂置阴暗通风处密封保存,并小心溅入眼睛;
b. 底油的用量为每升可涂4平方米;
c. 粘合剂的用量为每升可涂1.5平方米;
d. 每升粘合剂在使用时需配入52克固化剂。
三、橡胶粘接检验标准(现场制作)。
1、金属表面处理:金属表面必须喷砂除锈,要全部露出金属光泽,达到Sa2 1/2标准要求
2、喷砂处理:喷砂是采用吸入式喷砂法,操作风压不低于5~6Kg/cm2,所用铜渣或金刚砂(粒径1.5~3.5mm)需要干燥后方能使用,喷砂工序自上而下进行,然后用毛刷刷去喷砂后附在金属表面的灰尘、喷砂应自上而下喷,顺序为从左到右。
3、胶板下料的处理:先下好样板,再裁胶板,力求准确、节约,适当考虑余量。坡口宽度为胶板厚度的3~3.5倍(15度)。胶板粘合面应保持干净,不干净的部位用清洗剂清洗干净。
4、槽体与橡胶粘接后表面达到:
1、平整 2、光滑 3、无气孔 4、无凹陷 5、无死角。

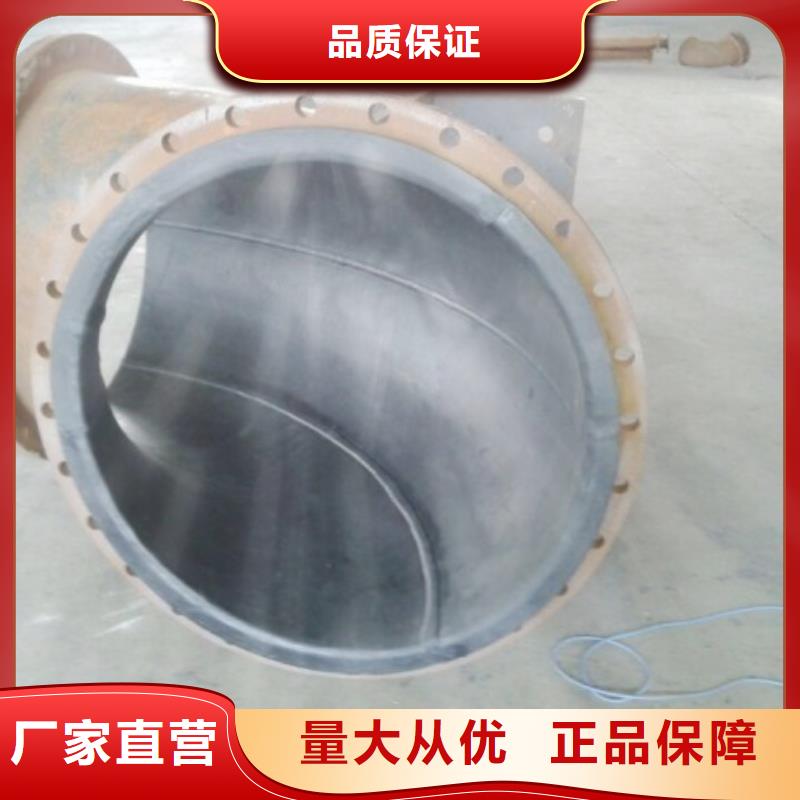
衬胶管道是一种,外部以钢或者硬质结构为管道骨架,以耐磨、防腐、耐温等性能优异的橡胶做为衬里层,利用橡胶的高弹性、高气密性、耐冲击性、耐磨性、耐候性、耐辐射性、耐化学介质性和吸收振动等独特性能,将金属特性和橡胶特性合二为一,形成了刚柔相济的管路设备。产品具有高耐磨、耐酸碱盐腐蚀、抗高温、缓结垢、粘接强度高、运行阻力小、输送介质广、使用寿命长、节电节材等优点,能明显减小输送介质对管壁的冲击磨损,广泛应用于冶金、电力、化工、石油、煤炭、水泥等行业的输送温度在-30℃~+150℃之间,既有磨损又有腐蚀的介质的管路设备。通过橡胶自身物理和化学性能从而降低了管路输送介质对外部结构的作用如冲击力、腐蚀等,使管道具有高强度、高耐磨、高防腐和耐高温等性能,大大延长了管路的使用寿命,降低的使用者的成本。
衬胶管道运用原理
运用橡胶的“以柔克刚”,解决主要以耐磨性能为主的管道衬里,以橡胶的耐腐蚀性和耐高温性很高的对输送管路起到保护作用。 使用衬胶管的优势。
丁基衬胶管的基本特性:
1、 的特性是气体特定过性小,气密性好。
2、回弹性小,在较宽温度范围内( -30-+ 50 ℃ )均不大于20% ,具有吸收振动和冲击能量的特性。
3、耐热老化优良,且有良好的耐臭氧老化、耐天候老化和对化学稳定性以及耐电晕性能与电绝缘性好。
4、耐水性好、水渗透率极低,因而适于做绝缘材料。
缺点是:硫化速度慢;粘合性和自粘性差;与金属粘合性不好;与不饱和性橡胶相容性差,不能并用。但可与乙丙橡胶和聚乙烯等共混并用。
应用范围: 主要用于制造汽车轮胎内胎、汽车部件,硫化用胶囊、水胎、风胎,胶带、胶管、电线、电缆、包覆胶,各种机械制品,振动隔离件,建筑用防水片材,密封及填缝材料,贮罐衬里,蜡添加剂和聚烯烃改性剂等 。

电厂衬胶管道制作流程如下:
1、对管道或者管件按照用户需求的数据尺寸进行切割和焊接连接法兰;
2、对焊接好的钢体进行检验,要求尺寸精准,焊缝平整饱满,检验合格后送进喷砂房喷砂除锈。
3、喷砂完成对管体进行涂抹胶浆,衬胶管道胶浆要涂刷4遍以后才可以粘贴胶板,每一层胶浆要间隔8小时以上(因天气情况而定),由此可见,衬胶管道的工艺复杂,生产周期长,全部由人工操作。
4、此刻胶浆涂完以后,根据管体尺寸剪裁电厂脱硫系统衬胶管道生产技术
5、 贴衬法采用热烙法时应严格控制烙铁的温度,一般控制在100-200℃为宜。烙胶时,烙铁不得在胶板上停留,烙胶应以中部开始往四周赶走气泡。烙胶时发现气泡应及时用针刺破,将气体抖烬,然后用烙铁压实。硫化前应对完成衬贴设备进行检查,发现问题要及时处理。硫化根据设备的大小以及所衬橡胶胶种选择硫化方式。基于衬里的质量和经济观点来看,电厂耐腐蚀管道首先应考虑采用硫化罐硫化法。成品质量控制应检查胶层的硬度及电火花检查衬里层有无漏电现象。如有则应修补。
6、衬胶管道全部制作好以后就可以进行硫化,硫化温控制在150度--180度,压力控制在4MPa,持续进行8个小时以后开始逐步冷却降温,待温度全部降下来以后还要再进行打磨、检验,全部工序完成以后才可以出交给用户。
![[海西]纵横机械制造有限公司名片](http://ypmimg.sys00.com/UploadImg/1296/new_card.jpg "[海西]纵横机械制造有限公司名片")