| 产品参数 | |
|---|---|
| 产品价格 | 68/米 |
| 发货期限 | 1-3天 |
| 供货总量 | 16000 |
| 运费说明 | 面议 |
| 最小起订 | 10米 |
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 不锈钢,碳钢 |
| 产品品牌 | 众英 |
| 产品规格 | 米 |
| 发货城市 | 山东 |
| 产品产地 | 山东 |
| 加工定制 | 图纸 |
| 产品颜色 | 定制 |
| 适用领域 | 桥梁,道路 |
| 产地 | 山东 |
| 品牌 | 众英 |
| 材质 | 不锈钢和Q235 Q345B |
| 是否全新 | 是 |

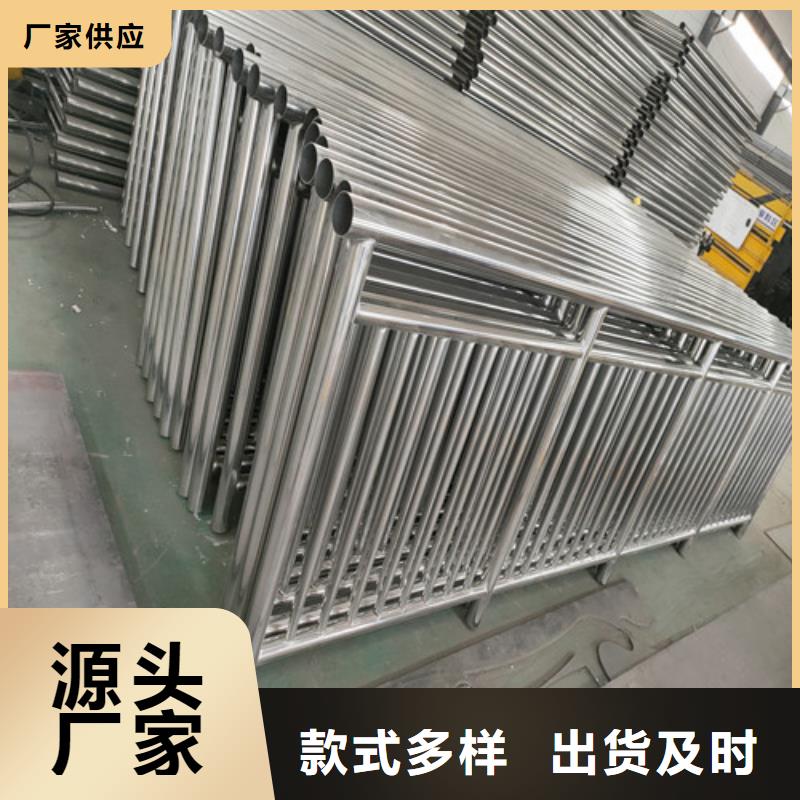
不锈钢复合管护栏优势1、模板每次安装前都要清理并涂刷脱模剂,脱模剂要涂刷均匀。
2、护栏钢筋焊接和绑扎要符合设计和规范要求,特别是内测的钢筋位置要。
3、模板安装后要检查模板的侧面和顶面,模板的侧面和顶面都要顺直。
4、护栏混凝土的表面的蜂窝麻面面积不得超过该面面积的0.5%,深度不超过10mm。
5、同一跨内的单侧护栏应一次性浇筑,端头模板应用钢模板,以保证端头外观平齐。
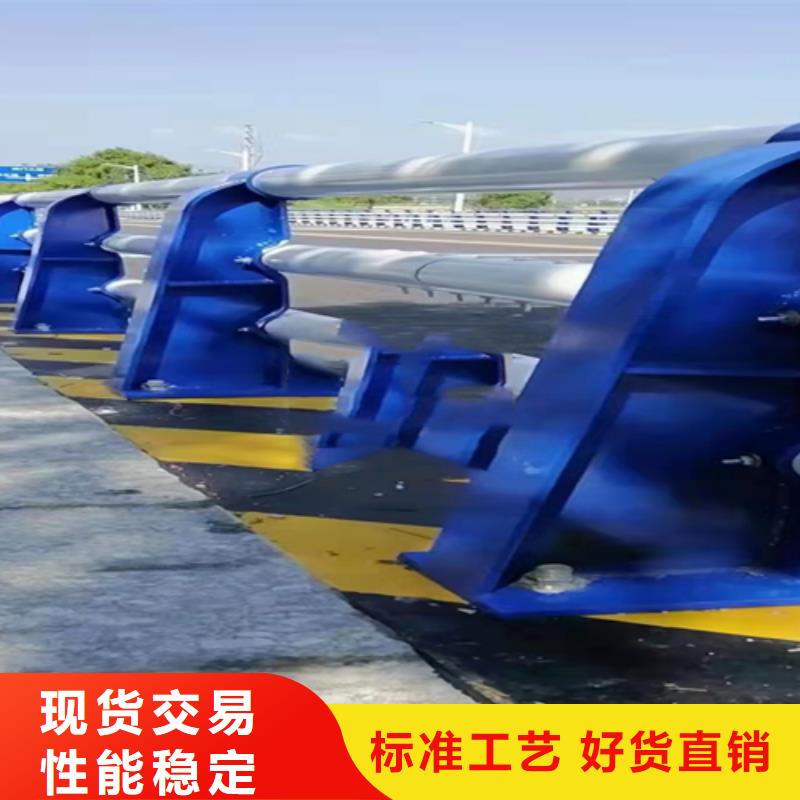
6、护栏面与接缝处不得有开裂现象。错台、平整度、外观质量问题要及时处理,并保证颜色一致。顶面平顺美观,高度一致。
7、护栏全桥线性直线段顺直,曲线段弧线圆顺,无折线和死角。


不锈钢复合管怎么焊接?
焊接的时候由于不锈钢导热系数小,且焊接时高温停留时间不宜太长,所以,焊接复合层时,应选择热输入量 小的焊接方法.同时,由于复合管的焊接顺序为先焊复合层,后焊基层,所以,复合层的焊接质量是整个焊接过程中为重要的,故应考虑采用焊接质量高的焊接方 法,是复合管复合层为理想的焊接方法。
由于复合层和基层之间不易熔焊在一起,所以在组对前,首先进行封焊。封焊应选用热输入量小的焊接方法,所以,对于封焊,我们仍果用手工钨极氩弧焊。对于过渡层,其熔敷金属成分十分复杂,为了使合金浓度梯度不太大,应选择热输入稍大一些的焊接方法,则我们采用焊条电弧焊进行焊接。由于基层材质为碳钢,是一种常见的材质,焊接工艺十分成熟,所以对于基层的焊接采用焊接电弧焊,以提高焊接施工效率。
不锈钢复合管复层的焊接
打底层采用单面焊双面成型焊接工艺,焊接位置一般为水平固定,焊接难度较大,打底层的焊接是复合管得接质量要求 的工序,焊工必须具有过硬的技术水平和高 度的责任感。焊前必须对管子内部、焊缝背面充99.99%的氩气一段时间用气体氧含量测试仪从坡口间隙出处深入抽取气体测量管子内部氧含量,当氧含量低于 50ppm时开始为了保证底层焊接质量,采用钨极靠弧焊进行自下向上对称焊接,焊接前将封;焊层焊遭打磨平整。
采用氢弧焊焊接,复层不锈钢纯边为1. 5--2.0mm,焊枪瓷管喷口直径为10mm,钨丝直径为2-3mm,焊接电流为80-100A,氩气流量为8-12/min,焊接电流为正极,焊后进行检查,不允许有夹渣、裂纹、气孔、未焊透、未熔合等缺陷存在,或X射线检查后,方可进行下道主序焊接。

目前形势来看,随着冬季补库活动的逐步展开,对焦炭市场或形成小幅带动,但在下游钢材市场弱势的影响下,预计短期国内焦炭市场难现上涨行情,多以持稳为主。当然,从另一方面也反映出商家见好就收的心理,说白了就是对后市没抱希望,这种心态对废钢市场肯定是不利的。另外,今天中钢协公布了10月中旬粗钢产量数据,重点钢企粗钢日产176.29万吨,旬环比降2.1%;重点企业库存1565.63万吨,旬环比下降3.2万吨。
可以看出,产量和库存都在下降,但是库存降得却非常之慢,目前转眼就到了淡季,后面需求会萎缩得很快,不锈钢复合管厂库存却还是这么高,后面凭什么来挺成品材,拿什么来给废钢涨价?但由于出货不畅,盘中价格出现连续走低现象,累跌30元左右。建筑钢材、型材暂时挂稳观望,成交并不理想。好在期螺市场表现尚可,高开后小幅震荡走高。受此影响,午后唐山钢坯报价暂时挂稳,但厂商对后市信心有些不足。据部分下游透露:目前终端订单少,即使有少量订单,其在采购方面也比较谨慎,暂时没有囤货、抄底的打算。
对于APEC会议的影响,一些商家表示:目前唐山高炉停产不多,并且会议利好已经提前释放,因此借此炒作空间不大,今晨结算主导钢厂下调坯价20元。下游成品钢成交依然不是很好,想必也不会大量补充废钢库存,只要库存回升至合理水平,价格跌回来也会很快。当然,话说回来,如果成品钢能成交好一点,加上小厂竞争,不锈钢复合管价格