| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
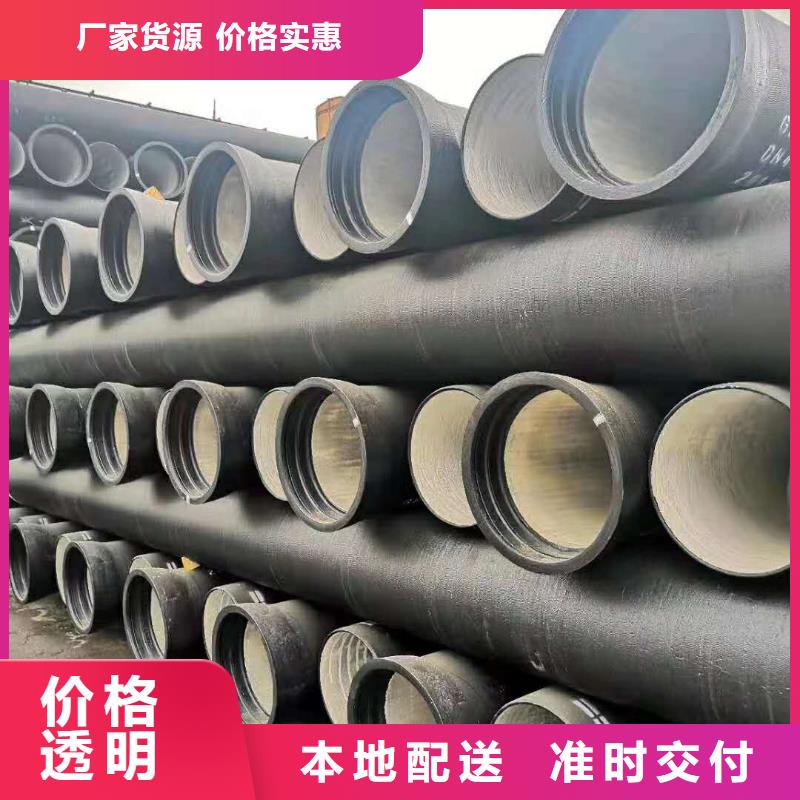
| 产品材质 | 球墨铸铁 |
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |





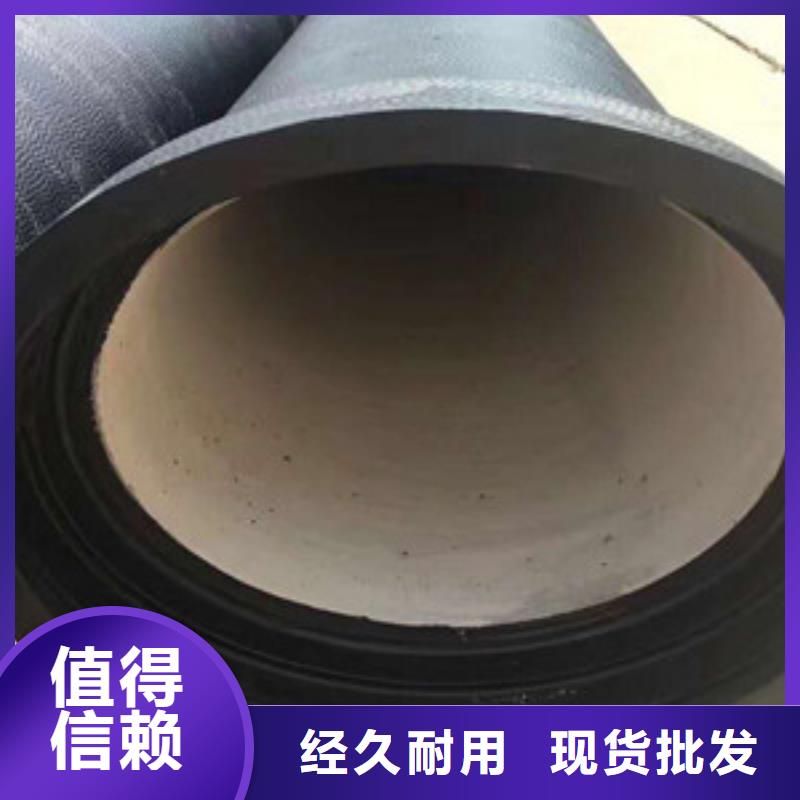
球墨铸铁管中裂纹缺陷占废品总量的4 %~10 % 尤其是对DN30 0mm以下铸管较为明显。裂纹的存在造成管体打压渗漏严重者管体断裂影响铸管的成材率和使用性能。在插口端先套入法兰压盖,再套入胶圈,胶圈边缘与安装线对齐。 将插口端插入承口内,为保持橡胶圈在承口内深度相同,在推进过程中,尽量保证插入管的轴线与承口轴线在同一直线上。球墨管企业发展来讲,有很多因素可以决定着企业的发展情况,例如球墨管品牌策略,品牌效应或者是说企业在客户心中的知名度。球墨管企业的文化也是非常重要的,文化决定着企业到底能在一个怎样的高度。在水冷金属型离心浇注的 紧固螺栓,使胶圈均匀受力,螺栓紧固不得一次到位,要逐个逐次逐渐均匀紧固。

断面严重氧化无金属光泽裂口沿晶粒边发生和发展外形曲折而不规则的裂纹长度为70mm~2 0 0mm。 4 )冷裂纹。裂纹断面表面光洁有金属光泽称冷裂纹长度为10 0mm~30 0mm。1 裂纹情况及其分类在铸管外表面有直线或不规则的曲线裂口称裂纹缺陷: 横向裂纹。铸管外表面产生沿圆周方向的裂纹一般长度为70mm~10 0mm。 球墨铸铁管管道试压,试验压力按设计规定,试压应分段进行,分段长度不大于1.0km。分段时应考虑试验后管内泄水的问题。管道穿越河流、铁路、架桥等处,应单独试压。冲水装置应设在整个试验管段的 处,充水速度应尽量慢,以使管道内空气全部被挤出。试压应在管段充满水后,在不大于工作压力条件下充分浸泡48小时后在进行。纵向裂纹。铸管的外表面沿轴线方向的裂纹长度为2 0 0mm~30 0mm。 3)热裂纹。

在现代结构的挤压机上,将工模具部件制造成旋转结构的形式,或者橫向移动的压模部件结构形式,也称抽屉式结构模架。在这种挤压机上,更换和固定模子时,挤压机不必停止工作。旋转式模架或抽屉式模架,在更换挤压模时,不需要附加的消耗工作时间,并且可以轮流地使用2个挤压模。球墨铸铁管价格工模具由专门的液压缸或机械装置将其从挤压机的前梁中拉出或推进,并用以使挤压垫、挤压制品和压余进行分离,检查挤压模及其固定装置的状况,为差别一些无缝钢管是用钢板打卷电焊焊接而成,称无缝钢管。
并且在必要时更换挤压工模具。异形钢管厂的15MN(1500t)挤压机就是这种结构形式。在更换挤压模的同时,完成某些辅助工序。旋转式双挤压筒和旋转式双穿孔筒结构形式的工作原理也是如此。
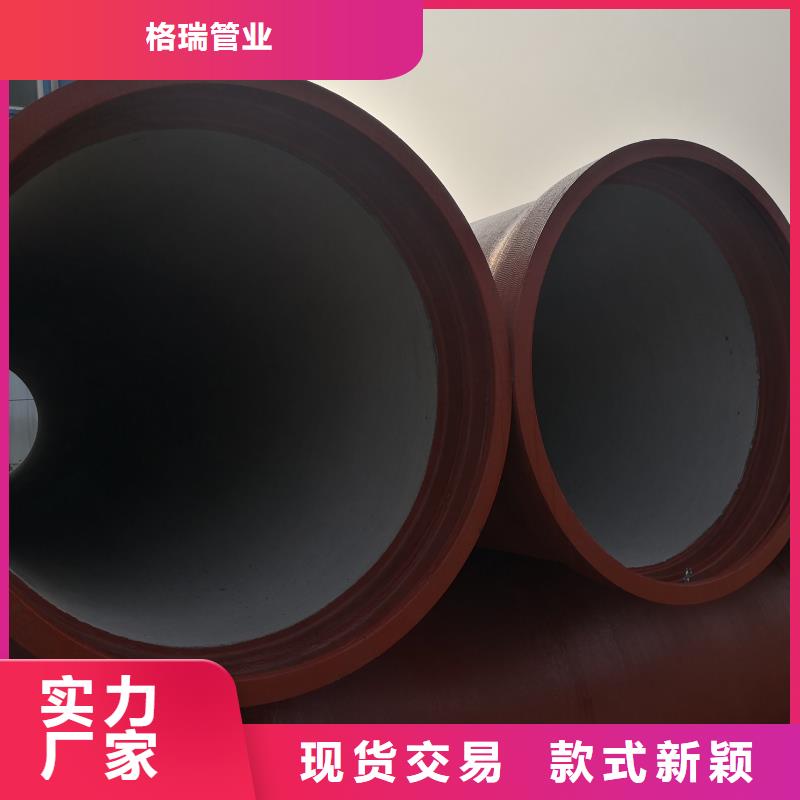
合理操控浇注温度和机身冷却水进出口温度,缩短两次浇铸之间的间隔时间。操控机身冷却水进口温度为28-36℃,出口温度为50-57℃。为解决降低铁液中的含硫量,削减硫化物的发生,应操控W(S)<0.02%;适当进步浇铸温度,有利于夹渣上浮;球化剂中稀土含量不易过高,稀土含量操控在1-2%为宜;加强铁液的扒渣和挡渣作用;铁液中的残镁流量不易过高(操控在0.035-0.045%),以削减铁液外表氧化。球墨铸铁管是铸铁的一种,是一种铁、碳和硅的合金。球墨铸铁中石墨是以球状形式存在的,一般石墨的巨细为6-7级,质量上要求铸管的球化等级控制为1-3级(球化率≥80%),因而资料本身的机械功能得到了较好的改进,具有铁的本质,钢的功能。退火后的球墨铸铁管,其金相组织为铁素体加少量珠光体,机械功能较好。