| 产品参数 | |
|---|---|
| 产品价格 | 批发/吨 |
| 发货期限 | 当天 |
| 供货总量 | 1808 |
| 运费说明 | 面谈 |


根据各钢材种预处理目标硫要求及实际镁粉喷吹效果,开发各类钢种高精度的镁粉喷吹模型,岗位人员点击一级画面“开始喷吹”按钮,系统自动完成预处理整个喷吹过程。通过预处理自动喷吹系统实现了过程自动化控制,提高了控制精度,为炼钢工序提供了优质的铁水。相继开发出转炉(氧副枪)智能吹炼控制系统、造渣模型辅原料智能投加系统、增碳脱氧合金化方案筛选自动振料系统等多达十六套智能产品,并且兼具过程防错预警、操作评价、数据记录查询、大数据分析、成本监控等特有功能,独具基于炉气分析、音频联动的氧枪枪位控制,融入语音提示、远程控制等先进科技元素,在业内处领先水平。
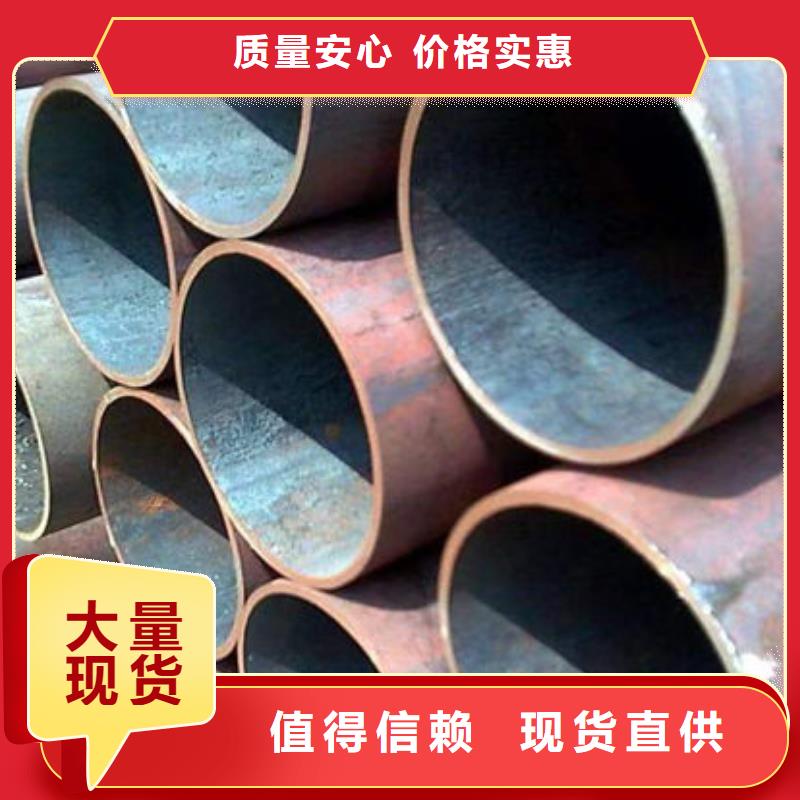
冷轧板是以热轧卷为原料,在室温下在再结晶温度以下进行轧制而成的产品。其是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。用途:汽车制造、电器产品、机车车辆、航空、精密仪表、食品罐头等。冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求,如电磁性能、深冲性能等。生产过程中由于不进行加热,所以钢材不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高,而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使用要求。冷轧坯料的生产工艺流程是:热轧板卷(原料)—酸洗—冷轧—脱脂—退火—平整—剪切—成品交货。除了冷轧还有热轧,那么两者有什么区别呢?只有了解了二者的区别才能更好地选择合适的材料。
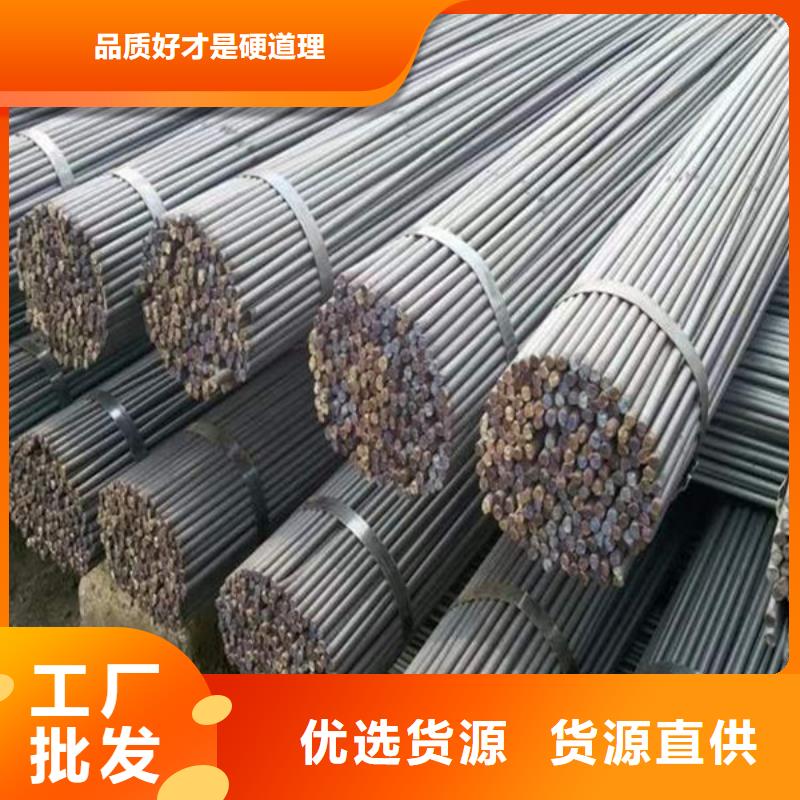
线材轧后冷却方法可分为两大类:一类叫自然冷却法;另一类称控制冷却法。自然冷却法自然冷却法,也就是我们常说的自然堆冷法,即线材由精轧机组成品机架轧出后,经卷线机卷取成盘,然后挂在钩式运输机上,运行中自然冷却或是通过辊道、链式移送机钢材等设备移送到线材成品堆放场进行自然冷却。自然冷却法的基本特点就在于线材在高温下进行自然堆冷。但是,冷却时间长,则生成的氧化铁皮严重,并且线材盘卷的内层和外层冷却速度不同,造成线材全长的组织性能不均,其波动范围达20%左右。控制冷却法控制冷却法,是指线材轧后的冷却是在控制条件下进行的。其基本特点就在于把轧后的线材从高温下立即过冷到形成索氏体相变所要求的相变温度(一般为650~800 ),再以不同的冷却速度进行散卷冷却。这样避免了自然冷却法的缺点,显著提高了线材的质量。控制冷却法又有多种,主要有:斯太尔摩法、施罗曼法、间歇水冷法、ED法、EDC法、流态冷床法等。这些方法各有优缺点。其中应用较普遍的是斯太尔摩法,据报导,世界上共有150多条斯太尔摩冷却线。
H型钢材的翼缘都是等厚度的,有轧制截面,也有由3块板焊接组成的组合截面。普通工字钢都是轧制截面,由于生产工艺差,翼缘内边有1:10坡度。H型钢的轧制不同于普通工字钢仅用一套水平轧辊,由于其翼缘较宽且无斜度(或斜度很小),故须增设一组立式轧辊同时进行辊轧,因此,其轧制工艺和设备都比普通轧机复杂。国内可生产的 轧制H型钢高度为800mm,超过了只能是焊接组合截面。窄翼缘h型钢适用于梁或压弯构件,而宽翼缘h型钢和h型钢桩则适用于轴心受压构件或压弯构件。普通工字钢、轻型工字钢与HW、HN型钢相比,等重量前提下,w、 ix、 iy都不如H型钢。