以下是:【钢板】石油裂化管源头厂家量大价优的产品参数
| 产品参数 |
|---|
| 产品价格 | 电议 |
|---|
| 发货期限 | 电议 |
|---|
| 供货总量 | 电议 |
|---|
| 运费说明 | 电议 |
|---|
| 厂家 | 天津鑫铭耐磨材料 |
|---|
| 价格 | 8-10 |
|---|
| 是否定制 | 可以 |
|---|
| 是否切割 | 可以 |
|---|
| 运输 | 汽运,含运费 |
|---|
| 颜色 | 黑色 |
|---|
| 硬度 | 60-62HRC |
|---|
| 尺寸 | 1400*3400 |
|---|
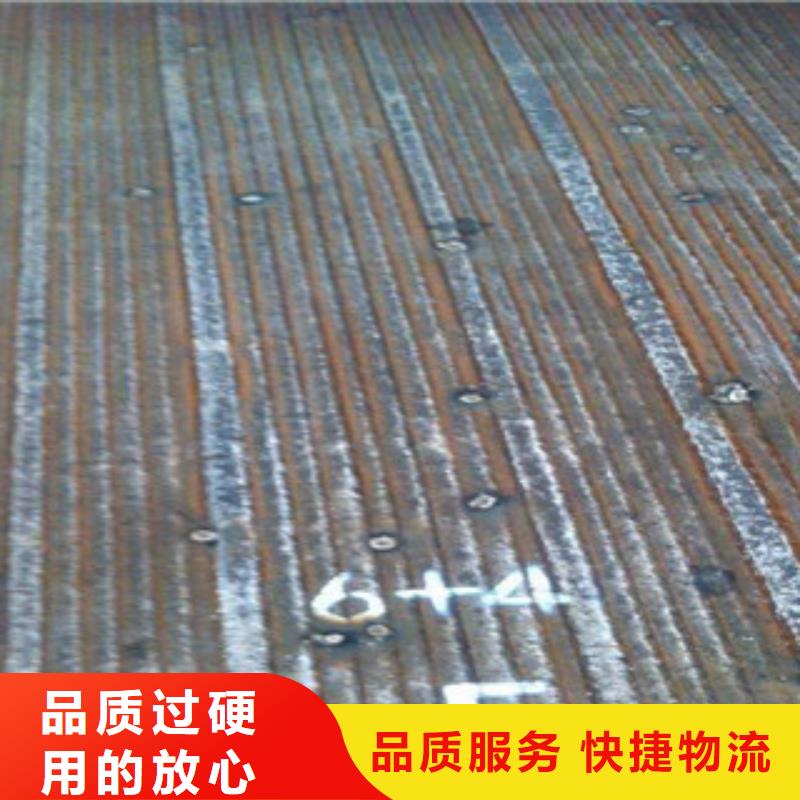
| 厚度 | 5+3 6+4 6+6 8+4 8+6 8+8 10+4 10+6 10+8 10+10 12+6 |
|---|
【钢板】石油裂化管源头厂家量大价优,鑫铭万通商贸有限公司专业从事【钢板】石油裂化管源头厂家量大价优,联系人:李经理,电话:022-86658238、13752667388,QQ:46046714,发货地:天津北辰区北辰大厦4-1012发货到江苏省 南京市、苏州市、连云港市、无锡市、常州市、淮安市、徐州市、盐城市、镇江市、南通市、泰州市、宿迁市、扬州市,以下是【钢板】石油裂化管源头厂家量大价优的详细页面。 江苏省 江苏省下辖地级市全部进入全国百强,综合实力百强区、百强县、百强镇数量位居全国。江苏地区发展与民生指数(DLI)居全国省域,成为中国综合发展水平的省份。江苏省域经济综合竞争力居全国前列,拥有全国规模的制造业集群,实际使用外资规模居全国首位,人均GDP自2009年起连续居全国各省、自治区位,,已步入“中上等”发达水平。
想要深入了解【钢板】石油裂化管源头厂家量大价优产品?点击视频,让视觉与听觉共同为您展现一个比文字更丰富的世界。
以下是:【钢板】石油裂化管源头厂家量大价优的图文介绍
产品细节图

为了保证高硬度双金属复合耐磨钢板原有的综合性能,应对基层、过渡层和复层分别进行焊接。高硬度双金属复合耐磨钢板焊接时,应注意以下几点:
(1)严格按照图样、焊接工艺和有关标准施焊。
(2)遵循先焊接基层,再焊接过渡层, 焊接复层的焊接顺序。
(3)基层的焊接,应严防基层焊缝熔化到不锈钢的过渡层甚至复层焊缝,以免少量高铬、高镍的高硬度双金属复合耐磨钢板成分稀释到碳素钢焊缝中形成马氏体组织而发生硬化。在不锈钢一侧的基层焊缝尽量采用无飞溅的焊接方法(例如埋弧焊、非熔化极氩弧焊等),因为碳素钢的飞溅会在复层表面造成锈蚀。


输送用埋弧焊双金属复合衬板的焊缝 余高,在多个标准中都作了规定。
1、焊缝余高大的负面影响
1.1 焊趾处易开成应力腐蚀裂纹(SCC)
对接接头的应力集中主要是焊缝余高引起的。焊缝的余高愈严重,焊接接头的强度反而会降低。焊后削平余高,只要不低于母材,减少应力集中,有时反而可以提高焊接接头的强度。
焊缝的转角半径愈小,应力集中的程度则愈大;反之,应力集中的程度则愈小。因此,对埋弧焊焊缝的要求:一是余高要小;二是焊缝要圆滑过度,使转象半径R值增大。
埋弧焊双金属复合衬板的焊缝均为对接接头的焊缝,如果不控制好焊缝余高和转角半径,则焊趾处的应力就大,以致双金属复合衬板在服役这程尤其是在腐蚀介质中,易在焊趾处产生应力腐蚀裂纹。
焊缝在成型和焊接过程中不可避免地会产生残余应力,因此管坯在成型、焊接后要残余应力。扩径可残余应力,但是残余应力很难完全,焊趾处的残余应力也就不可能。为了在焊趾处产生应力腐蚀裂纹,这就需要控制好成型、焊接时的残余应力,尤其是焊趾处的残余应力。
1.2 外焊缝余高大不利于防腐



公司实力

诚信与敬业为立足 江苏锅炉管市场之根本,技术与质量为引导 江苏锅炉管市场之前提,服务与指导为巩固 江苏锅炉管市场之关键,鑫铭万通商贸有限公司人以用户利益为己任,服务于社会。

您是想要在江苏省采购高质量的【钢板】石油裂化管源头厂家量大价优产品吗?鑫铭万通商贸有限公司是您的不二之选!我们致力于提供品质保证、价格优惠的【钢板】石油裂化管源头厂家量大价优产品,品种齐全,不断创新,致力于满足广大客户的多种需求,联系人:李经理-13752667388,QQ:46046714,地址:《北辰区北辰大厦4-1012》。