以下是:【珩磨管真材实料诚信经营】的产品参数
| 产品参数 |
|---|
| 产品价格 | 6500/吨 |
|---|
| 发货期限 | 2天 |
|---|
| 供货总量 | 不限 |
|---|
| 运费说明 | 电议 |
|---|
| 最小起订 | 0.1吨 |
|---|
| 质量等级 | 正品 |
|---|
| 是否厂家 | 是 |
|---|
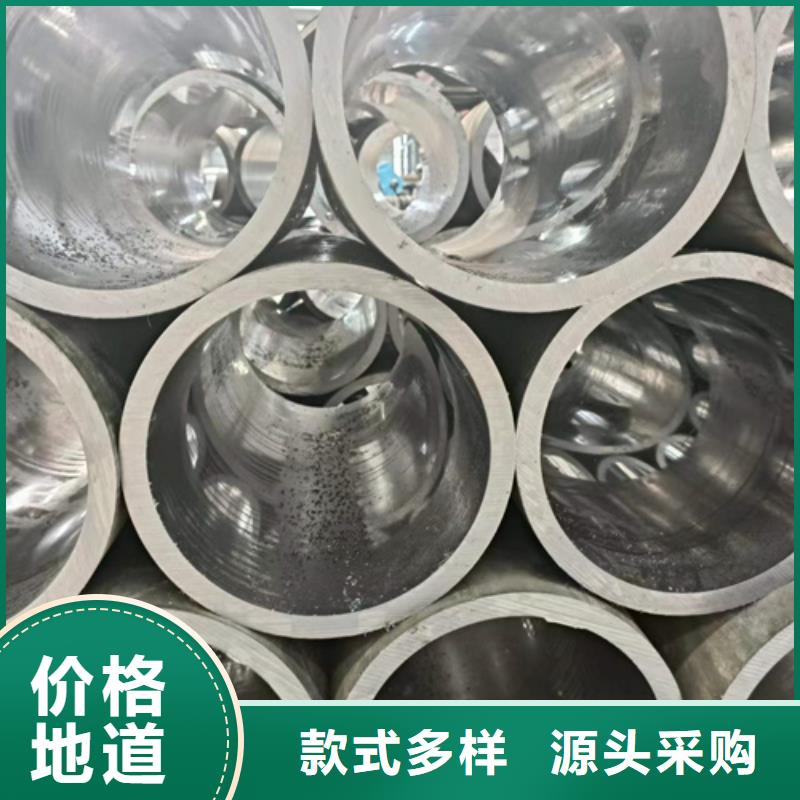
| 产品材质 | 20#无缝钢管 |
|---|
| 产品品牌 | 九冶 |
|---|
| 发货城市 | 聊城 |
|---|
| 产品产地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 可售卖地 | 全国 |
|---|
| 产品颜色 | 金属色 |
|---|
| 外形尺寸 | 圆形 |
|---|
| 适用领域 | 油缸机械加工 |
|---|
| 是否进口 | 否 |
|---|
【珩磨管真材实料诚信经营】,九冶管业有限公司为您提供【珩磨管真材实料诚信经营】的资讯,联系人:高经理,电话:18906359513、17706353138,QQ:3573482096,发货地:开发区丁快工业园发货到湖北省 黄石市 黄石港区、西塞山区、下陆区、铁山区、阳新县、大冶市。 湖北省,黄石市 唐虞之世,市地属二苗。北宋乾德五年(967年),始建大冶县。1949年6月9日,成立大冶县人民政府。1950年6月16日,湖北省人民政府以鄂民政特字第104号文,向中南军政委员会请求,将石黄工矿区改组为市,定名“黄石市”;同年8月21日,湖北省辖黄石市正式成立。
想要更直观地感受【珩磨管真材实料诚信经营】产品的魅力吗?那就赶紧点击视频,开启你的采购之旅吧!
以下是:【珩磨管真材实料诚信经营】的图文介绍


除掉珩磨管麻点的解决方法除掉珩磨管麻点的解决方法。1、换辊时,先检查轧辊,不使用严重锈蚀的轧辊,及时替换磨损的轧辊或孔型。2、改进轧辊材质,保持轧槽冷却良好,采用工艺润滑剂以提强化轧槽抗磨性能。3、控制坯料加热操作,使炉内保持正压并减少氧化性气体。对某些易氧化且氧化铁皮不易脱落的合金钢,应在钢坯表面加盖铁皮,保护加热。4、在粗轧机前用高压水、压缩空气或铁刷子除掉表面的氧化铁皮。怎样修复珩磨管的表面缺陷1、加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2、优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3、热轧管内孔缺陷清理珩磨管的基本构成液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。



热轧绗磨管后的区别绗磨管用连铸圆管坯板坯或初轧板坯作原料,经步进式加热炉加热,高压水除鳞 入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 轧制,终轧后即经过层流冷却和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。要有可能的密封,防止 。免费解答耐磨性好,镀铬层随工艺规范不同,可获得不同的硬度400~1200HV。 摩擦系数约为钢与铸铁的50%,并有抗粘附性。高品质低价格45#厚壁绗磨管广泛用于机械 ,这种钢的机械性能很好。但是这是 种中碳钢,淬火性能并不好, 45号钢可以淬硬至HRC42~46。所以如果需要表面硬度,又希望发挥45#钢优越的机械性能,常将45#钢表面渗碳淬火,绗磨油缸管与滚压油缸管的区分及优点 到底有哪些区别,具体分析如下。用镶嵌在珩磨头上的油石(也称珩磨条)对精加工表面进行的精整加工(见切削加工)。珩磨主要用于加工孔径为5~500毫米或更大的各种圆柱孔,如缸筒、阀孔、连杆孔和箱体孔等,孔深与孔径之比可达 甚至更大。当然,像珩磨管这样的圆管也有一定的局限性,比如在受平面弯曲的前提下,珩磨管的弱势就非常明显。

不仅如此,珩磨管的工艺要求海上救护很高的,尤其是一些中小型珩磨管的小孔,其圆柱度可达0.001毫米以内。而对于一些壁厚不均匀的零件,其圆度能达到0.002毫米。但是珩磨管一般只能提高被加工件的形状精度,要想提高零件的位置精度就需要采取一些必要的措施。若是要将库存的珩磨管拿出来加以运用,那么在这之前必须对珩磨管进行适当的加工处理,而清洗则是其中基本的一项。具体的操作要求可以参考以下说明。珩磨管储存的时间久了,其表面也会有污垢积存,因此在珩磨管使用之前一定要进行清洗。而清洗效果如何,除了与清洗方法有关之外,和珩磨管表面加工的状况也有关系,因此洗刷的间隔时间也要根据实际情况来决定。但是一般来讲,用于外部的珩磨管 每年洗刷两次,不仅是为了得到优质的表面质量,也是为了延长珩磨管使用寿命,在实际应用中能发挥更好的作用。


怎样修复珩磨管的表面缺陷1、加大冷拔变形量增加冷拔变形道次,加大总变形量,可以达到降低麻点深度,减小珩磨磨削余量的目的。2、优选热轧管坯料冷拔管麻点缺陷均是由热轧管所引起的,所以,通过选择锈蚀程度小、壁厚均匀的热轧管,可以减少麻点缺陷,提高缸筒的成材率。3、热轧管内孔缺陷清理珩磨管的基本构成液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。



随着 湖北黄石不锈钢缸筒工艺技术的飞跃发展,我厂在保持原有技术的条件下,吸收消化技术,引进的 湖北黄石不锈钢缸筒生产设备,一直以来以好的质量,周到的服务赢得了广大用户的信赖和好评。 在不断的发展中,九冶管业有限公司健全管理体系,完善管理手段。我们将继续坚持客户至上、诚实守信的宗旨,始终不移的把客户的利益放在心中。在此,我公司全体员工谨向对公司给予关怀支持和帮助的新老朋友及广大客户表示衷心感谢,您的满意是我们的不懈追求!


1.珩磨管,其用珩磨机来珩磨的话,那么,其在内孔直径上,可以达到多少?珩磨机的珩磨,其是通过珩磨油石条来进行,并对所要珩磨的表面进行修整研磨,达到预期加工效果。所以,对通过珩磨机珩磨得到的珩磨管,其在内孔直径上,一般的,是为5到500毫米这一范围内。2.在液压缸筒的生产制造上,其是否有珩磨工序?此外,珩磨管,其是否可以当作油缸管来使用?在液压缸筒的生产制造上,是有珩磨这一工序的,其的主要操作,是为内孔的研磨,以便得到预期想要的尺寸。而珩磨管,其是可以作为油缸管来使用的,不过,如果倒过来,则不成立,因为油缸管,其除了珩磨管这一个外,还可以有其它一些种类。



选购【珩磨管真材实料诚信经营】来湖北省黄石市找九冶管业有限公司,我们是厂家直销,产品型号齐全,确保您购买的每一件产品都符合高标准的质量要求,选择我们就是选择品质与服务的双重保障。联系人:高经理-17706353138,{QQ:3573482096},地址:[开发区丁快工业园]。