| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
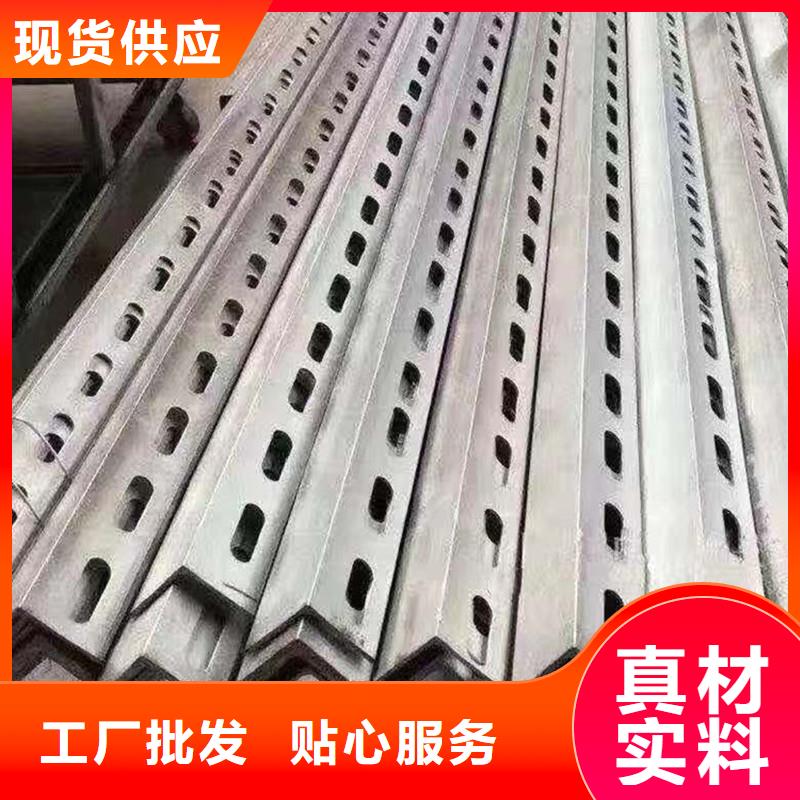
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |


激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打为保持切割稳定,应保持板材厚度方向氧气流动的纯度和压力恒定。在传统的激光切割工艺中,经常使用常见的锥形喷嘴,可以满足薄板切割的要求。但在切割厚板时,随着供气压力的增加,喷嘴流场容易形成激波,对切割过程有很多危害,降低氧气流量的纯度,影响切割质量。
有三种方法可以解决这个问题
(1)在切割氧流周围加预热火焰。
(2)在切割氧流周围添加辅助氧流。
(3)合理设计喷嘴内壁,改善流场特性。
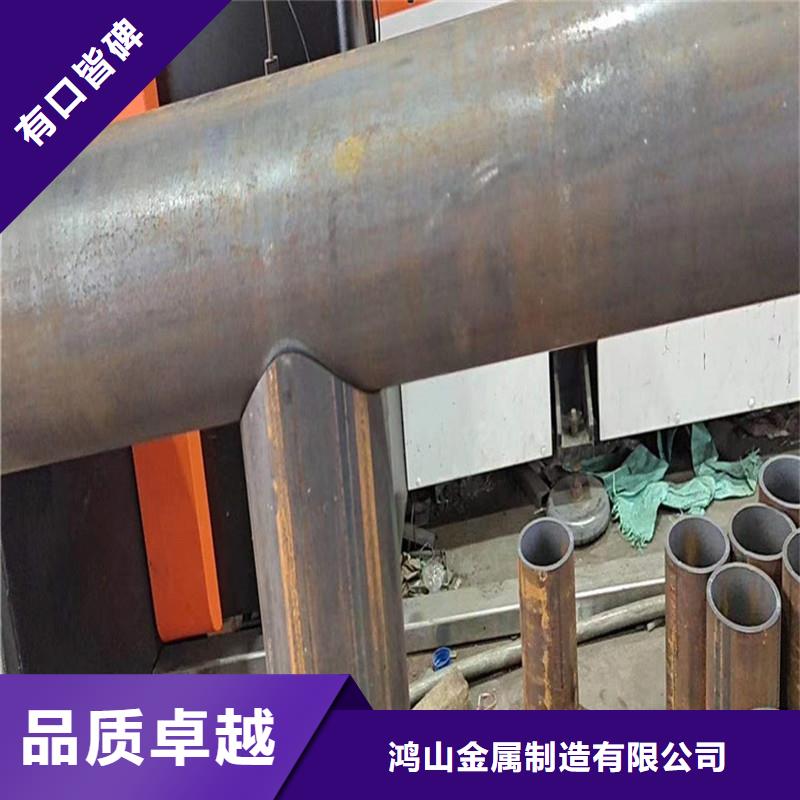
激光切管是如何获得成果?
激光切割是基于激光束的。
激光在通信工程中经常被用到,因为它可以携带大量的信息,不会产生电磁干扰和信号泄漏。
当它应用于金属切削时,它具有能量密度高、光束窄等优点。
激光切管机的优点之一是它可以比其他机器更快地进行复杂的切割。
例如在各种形状和尺寸的钻杆上钻孔,切割各种图形。
此外,激光切割管材可以提供良好的切割断面,后续焊接等加工不需要做二次处理,也适用于薄壁和厚壁管材的切割。
激光管切割的区别在于切割的精度。由于现代激光切割机的改进,大大加快了小直径管材的工业应用。

不锈钢、铝合金及其他高温合金管道通过特殊的 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打控制技术和处理技术根据超耐热不锈钢管熔化切割的特点我们可以选择不同的电火花线切割方法角脉冲切削控制和角落治疗功能以减少溅芯片的出现很大地提高稳定性的锐角切割、聚焦透镜的减少污染提高了聚焦透镜的生产质量和使用寿命。在切割尖角时,通过使用不同的激光功率、脉冲频率和脉冲占空比,可以保证尖角切割轮廓的质量,提高切割效率。在管道加工过程中,管道本身存在各种缺陷。其中,管材的变形和弯曲变形对激光加工产生影响,影响切割质量。通过使用电容式传感器切割头,激光切管可以实现高精度、高灵敏度和高稳定性的切割;根据特殊截面管的加工要求如椭圆管管博士和其他异形管特殊截面管的激光切割技术和激光切割的自动补偿技术可以开发管道变形和弯曲变形从而解决缺陷引起的激光切割管本身。

随着激光切割技术的创新和发展,实现了激光自动切割技术。激光切管因此在实际的钣金加工环节为了充分利用这种技术我们应该不断完善相关的自动化系统如计算机网络控制技术以进一步加强加工过程的自动控制功能有效提高加工效率和加工质量。同时也可以向无人加工操作的方向发展。其次根据的类型和实际需要钣金加工、二氧化碳激光切割技术可以实现集成操作模式选择机器和电力如使用焦点位置控制技术和切割和穿刺技术以 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打实施有效的切割、焊接、钻井和其他钣金加工的操作材料以提高钣金加工的质量。

激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打如今,汽车消费强调个性化,车型更新周期越来越短。原有的模具生产由于自身的局限性很难适应越来越快的换模——模具制作周期很长。采用激光管切割、模块化快速加底技术具有巨大的竞争优势。但三维激光下料设备长期按进口,不仅整体价格高。而且配件价格昂贵,维修也要“别人控制”,虽然我国对三维激光管切割技术的研究起步较晚。令人鼓舞的是,越来越多的研究机构和大学加入了这一行列。异种金属是指含有不同元素的金属(如铝、铜等)或由相同的基本金属(如碳钢、不锈钢等)形成的某些合金,其冶金性能如物理化学性能有显著差异。它们可以用作母材、填充金属或焊接金属。激光切管异种材料焊接是指在一定的工艺条件下,将两种或两种以上不同的材料(不同的化学成分、金相组织和性能)焊接的过程。在异种金属的焊接中,常见的是异种钢的焊接,其次是异种有色金属的焊接和钢与有色金属的焊接。