| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
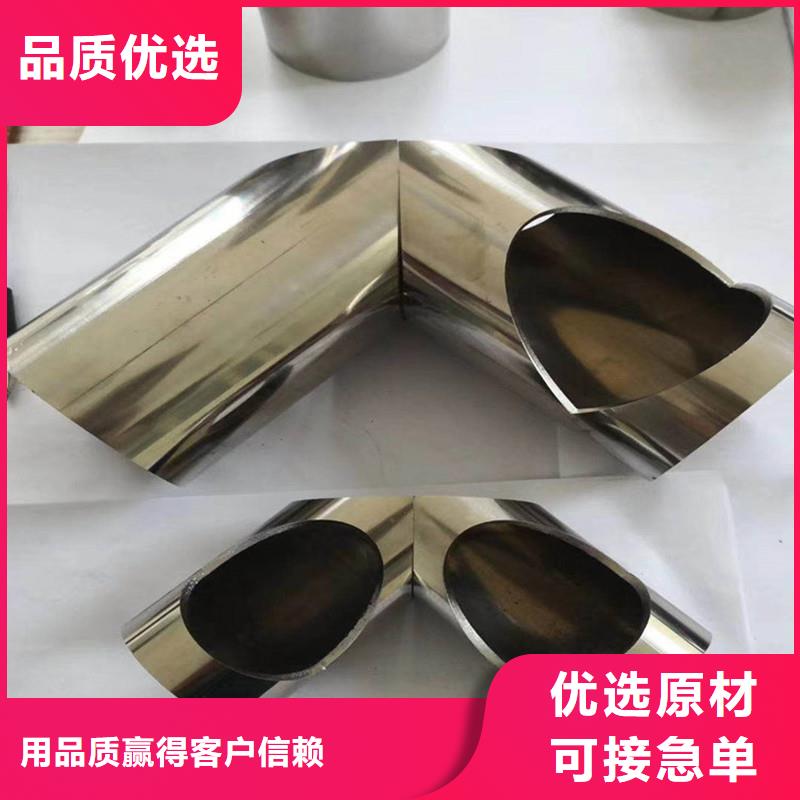
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |


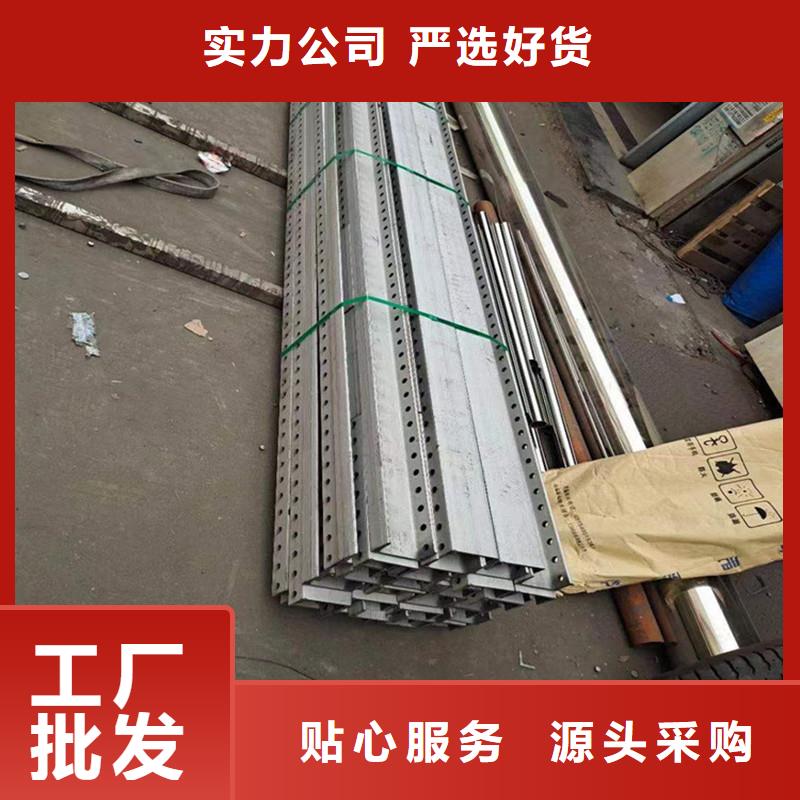
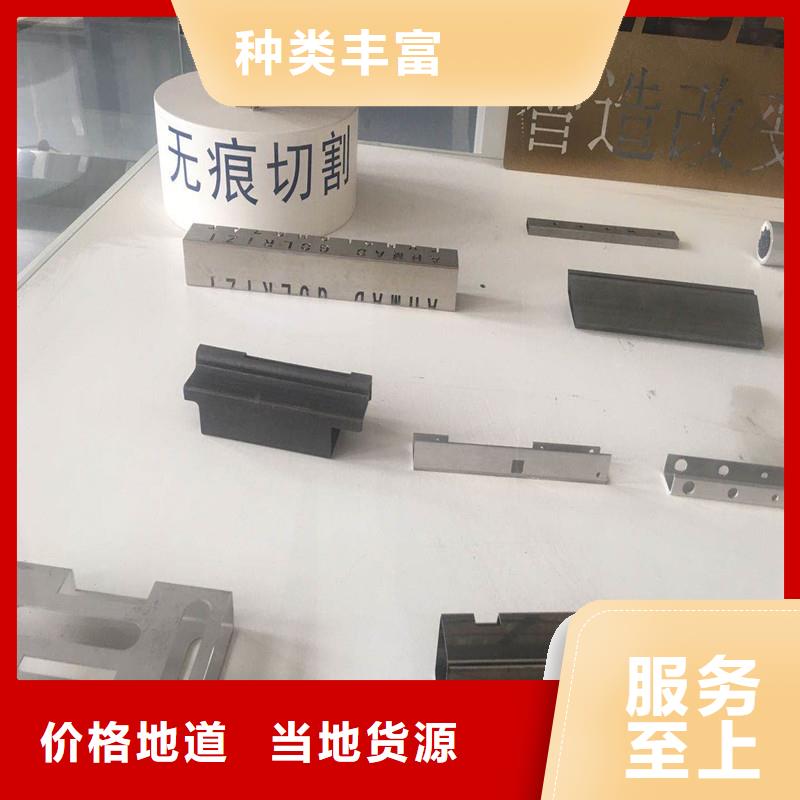
传统的钣金切割设备在市场上占有相当大的市场份额。 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打虽然不锈钢板激光切割有自己独特的优势,但与激光切割等现代技术相比,其劣势非常明显,这很大地影响了企业的竞争力。1. (CNC)剪切机主要是直剪,只能用于直剪钣金加工;2. (CNC /转塔)冲床对厚度大于1.5mm的钢板有切割限制 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打,表面质量差,成本高,噪音大,不利于环保;3.火焰切割作为原有的传统切割方式,只适用于切削热变形、切削宽度、浪费、加工速度慢的粗加工;4. 等离子切割和精等离子切割与火焰切割相似。在切割薄钢板时,热变形过大,坡度较大。当需要确定时,无需做任何事情,消耗品也更加昂贵。5. 高压水切割加工速度慢,污染严重,消耗成本高。激光切管

激光管切割技术是一种生产效率高、生产率强的技术,只要在有限时间里还可以修改设计方案,并且不会影响整个产品生产过程;更大的好处是,用户可以控制短版或中版的生产,而不是制作大量的模板,这样可以更快地响应客户的需求,因此无需制作模具。从灵活性的角度看,激光切割技术可以加工任何已编程的形状;激光可以在任何方向切割。模板的形状可以在没有任何工具的帮助下快速更改,从而使处理具有竞争力的个性化包装或品牌成为可能。准确度也是数字系统的优点之一。激光加工可以补偿印刷和印后加工中的误差。例如,材料可能会被拉伸和变形,而激光可以根据这些变形进行调整,这是传统模板无法做到的。激光切管产品的加工是一项非常准确的高水平技术,当然前期也需要一定的成本投入,下面将围绕激光切管的相关问题提供有针对性的解决方案。

激光焊接是一种以高能量密度激光束为热源的焊接方法。 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打激光焊接是激光材料加工技术的重要方面之一。激光焊接能将热输入减少,热影响区金相变化范围小,热传导引起的变形也低;通过对32mm板厚单道焊的焊接工艺参数的验证,可以减少厚板的焊接时间,甚至节省填充金属的使用;不需要电极,也不用担心电极污染或损坏。因为它不是一种接触焊接工艺,机器的磨损和变形可以减少。
激光焊接的激光束易于聚焦、对准和光学仪器引导。它可以放置在与工件的适当距离,并可以在工件周围的机床和工具或障碍物之间重新引导。由于上述空间的限制,其他焊接规则不能发挥作用。激光切管工件可以放置在密闭空间(在真空或内部气体环境的控制下)。激光束可在很小的空间内聚焦,可用于焊接小而紧凑的零件;它可以用来焊接各种材料,也可以用来连接各种异质材料。

线膨胀系数越大,热膨胀速率越大, 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打冷却时收缩越大,熔池结晶时会产生较大的焊接应力。这种焊接应力不易,导致焊接变形较大。由于焊缝两侧材料的受力状态不同,很容易在焊缝和热影响区产生裂纹,甚至导致焊缝金属和母材剥落。
3.不同材料的导热系数和比热容差越大,焊接难度越大。材料的导热系数和比热容会使焊缝金属的结晶条件恶化,激光切管晶粒严重变粗,影响难熔金属的润湿性。因此,焊接时应选用强热源,热源的位置应向导热性好的母材一侧倾斜。
4. 不同材料之间的电磁性能差异越大,焊接就越困难。因为材料的电磁差越大,焊接电弧越不稳定,焊缝越差。
5. 不同材料之间形成的金属间化合物越多,焊接就越困难。由于金属间化合物的脆性,很容易在焊缝中产生裂纹甚至断裂。
6. 在异种材料焊接过程中,由于焊接区金相组织的变化或新形成的组织,导致焊接接头性能恶化,给焊接带来很大的困难。