| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
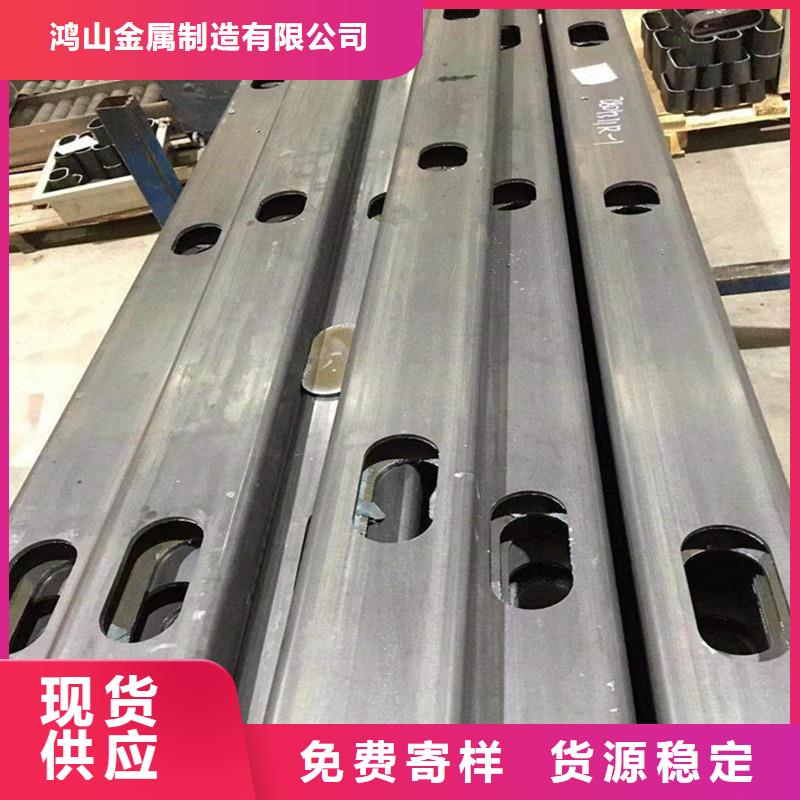
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |






随着激光切割技术的创新和发展,实现了激光自动切割技术。激光切管因此在实际的钣金加工环节为了充分利用这种技术我们应该不断完善相关的自动化系统如计算机网络控制技术以进一步加强加工过程的自动控制功能有效提高加工效率和加工质量。同时也可以向无人加工操作的方向发展。其次根据的类型和实际需要钣金加工、二氧化碳激光切割技术可以实现集成操作模式选择机器和电力如使用焦点位置控制技术和切割和穿刺技术以 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打实施有效的切割、焊接、钻井和其他钣金加工的操作材料以提高钣金加工的质量。

联合的形式有三种基本情况即两个不同的贱金属的联合联合相同的贱金属但不同的填充金属(如联合与奥氏体中碳调质钢焊接的焊 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打接材料)和复合金属板的联合。激光切管不同材料的焊接是将两种不同的金属焊接在一起,产生与母材具有不同性能和组织的过渡层。由于不同金属在元素性能、物理性能和化学性能上存在显著差异,不同金属的焊接在焊接机理和操作工艺上要比相同材料复杂得多。
异种材料焊接存在的主要问题如下
1. 不同材料之间的熔点差异越大,越难焊接。
这是因为当低熔点的材料达到熔化状态时,高熔点的材料仍处于固态。此时,熔化的材料容易渗透到过热区晶界,造成低熔点材料的损失,合金元素的燃烧或蒸发,使焊接接头难以焊接。例如,在焊接铁和铅时(熔点差别很大),两种材料在固态时既不能相互溶解,在液态时也不能相互溶解。液态金属呈层状分布,冷却后分别结晶。

1. 激光汽化切割
利用高能量密度的激光束对工件进行加热 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打,温度迅速上升,在很短的时间内达到材料的沸点。蒸汽以高速喷射出来,同时在材料上形成一个缺口。材料的汽化热一般都很大,所以激光汽化切割需要很大的功率和功率密度。
激光汽化用于切割很薄的金属和非金属材料(如纸、布、木、塑料、橡胶、泡沫等)。超短脉冲激光使该技术可以应用于其他材料。金属中的自由电子会吸收激光并剧烈加热。激光脉冲不与熔融粒子和等离子体发生反应,物质直接升华,没有时间将能量以热的形式转移到周围的物质。皮秒脉冲烧蚀过程中没有明显的热效应、熔化和毛刺形成。
2. 激光熔化切割
在激光熔化切割中,通过激光加热熔化金属材料,然后通过与光束同轴的喷嘴注入非氧化气体(AR、he、N等),液态金属被气体的强大压力排出,形成切口。激光熔融切割不需要将金属完全汽化,所需能量仅为汽化切割的1 / 10。激光切管
激光熔切主要用于切割一些不氧化的材料或活性金属,如不锈钢、钛、铝及其合金,也可用于切割其他易熔材料,如陶瓷。

从灵活性的角度看,激光切割技术可以加工任何已编程的形状;激光可以在任何方向切割。模板的形状可以在没有任何工具的帮助下快速更改,从而使处理具有竞争力的个性化包装或品牌成为可能。准确度也是数字系统的优点之一。激光加工可以补偿印刷和印后加工中的误差。例如,材料可能会被拉伸和变形,而激光可以根据这些变形进行调整,这是传统模板无法做到的。激光切管产品的加工是一项非常准确的高水平技术,当然前期也需要一定的成本投入,下面将围绕激光切管的相关问题提供有针对性的解决方案。
通过专业的管材切割和套料软件在计算机上提前绘制、套料、切割段编程,生成切割程序,然后对大长度不锈钢管进行全行程自动激光切割。数控激光管切割由于切割效率高,编程排料比较复杂,如果使用不当,会造成管材浪费和切割效率低。专业的排料软件是数控切管机实现大批量、高 效率、高质量切割生产的基础和前提 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打。