| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 999 |
| 运费说明 | 1-3天 |
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
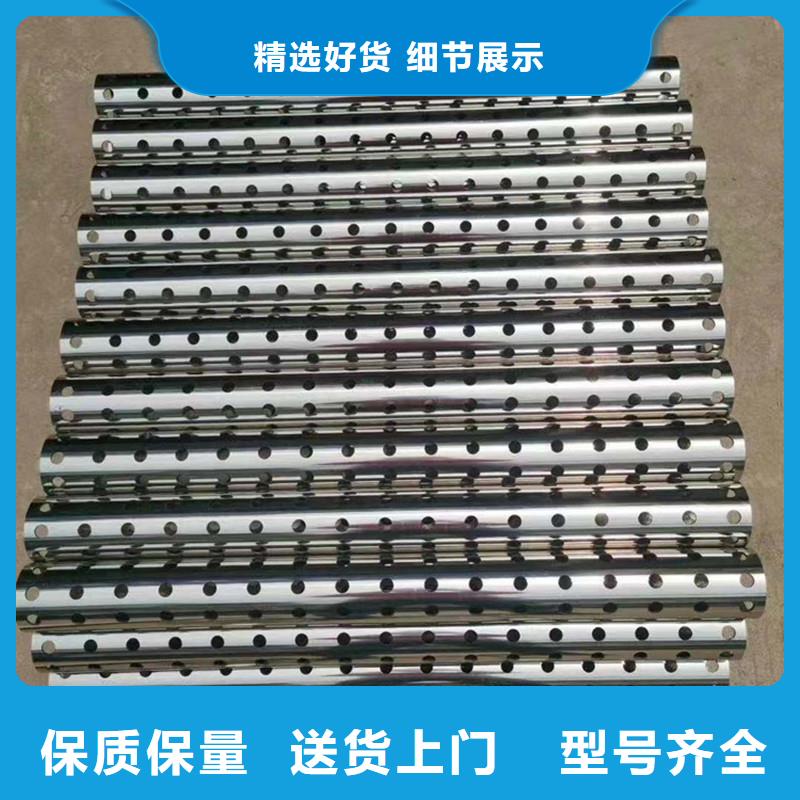
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |


激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打 激光切割是激光加工中应用广泛的技术。金属材料,连续激光适用于非金属材料,后者是激光切割技术的一个重要应用领域。结合计算机控制的自动设备,激光束具有无限的仿形切割能力,切割轨迹易于修改。激光切割无机械变形,无刀具磨损,易于实现自动化生产。
激光切割广泛应用于钣金加工、五金加工、广告制作、厨具、汽车、灯具、锯片、电梯、金属工艺品、纺织机械、粮食机械、眼镜生产、航空航天、医疗设备、仪器仪表等行业。特别是在钣金加工行业已经取代了传统的加工方法,深受行业用户的青睐。激光切管
1、激光切割技术
激光切割是利用高功率密度的激光束照射被切割的材料,使材料迅速加热到汽化温度,蒸发形成孔洞。随着光束在材料上的运动,孔不断形成狭窄(如约0.1 mm)的狭缝,完成对材料的切割。激光切割可分为激光汽化切割、激光熔化切割、激光氧切割和激光划片和可控断口。

激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打控制断裂是利用激光开槽产生的陡峭温度分布在脆性材料中产生局部热应力,使材料沿小槽断裂。
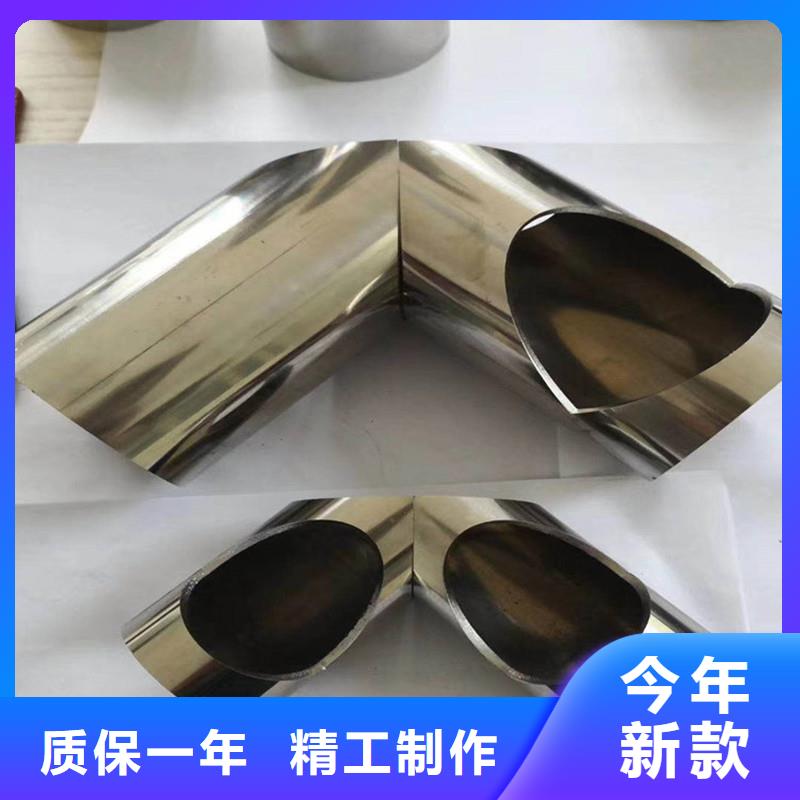
激光切割
当聚焦的激光束照射工件时,辐照面积会急剧上升,使材料熔化或汽化。激光束一旦穿透工件,切割过程就开始了:激光束沿着轮廓线移动,同时融化材料。通常使用射流吹走切口处的熔体,在切割部分和板框之间留下一个狭窄的间隙,这几乎与聚焦的激光束相同的宽度。
火焰切割
火焰切割是切割低碳钢的标准过程,使用氧气作为切割气体。激光切管氧气加压到6bar,然后吹入切口。在那里,被加热的金属与氧气反应:它开始燃烧和氧化。化学反应释放出大量的能量(高达激光能量的5倍)来辅助激光束切割。
熔化切割
熔化切割是切割金属的另一个标准过程。也可用于切割其他易熔材料,如陶瓷。
使用氮气或氩气作为切割气体,将2- 20bar的气体压力吹过切口。氩气和氮气都是惰性气体,也就是说它们不会与切口内熔化的金属发生反应,只是把它们吹到底部。同时,惰性气体可以保护刃口不被空气氧化。

激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打利用CAD软件进行平面设计并导入到切割机的操作系统中,可以自动完成激光管材的切割,从而大大提高制造项目的速度。通常,操作系统中包含一个数据库,其中的关键信息包括管材的材料类型、厚度和几何形状。 随着我国不锈钢管生产和消费的快速增长,激光切割设备在我国迅速普及,数控管切割和激光管切割技术需求的快速增长,凸显了当前激光切割设备和数控管切割加工的严重短缺和滞后,它反映了一些不锈钢企业,拥有先进的激光切割设备,但仍暴露出切管效率低、切管质量差、管材浪费严重的现象。
激光管切割技术是一种生产效率高、生产率强的技术,只要在有限时间里还可以修改设计方案,并且不会影响整个产品生产过程;更大的好处是,激光切管用户可以控制短版或中版的生产,而不是制作大量的模板,这样可以更快地响应客户的需求,因此无需制作模具。

螺栓连接也是一种常用的连接方法, 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打具有装配方便、快速的优点。可用于结构安装和可拆卸结构。缺点是零件的截面变弱,容易松动。螺栓连接分为普通螺栓连接和高强度螺栓连接。高强度螺栓的节点承载力高于普通螺栓。同时,高强度螺栓连接可以减少钉孔对构件的弱化作用,因此得到了广泛的应用。异种金属是指含有不同元素的金属(如铝、铜等)或由相同的基本金属(如碳钢、不锈钢等)形成的某些合金,其冶金性能如物理化学性能有显著差异。它们可以用作母材、填充金属或焊接金属。激光切管
异种材料焊接是指在一定的工艺条件下,将两种或两种以上不同的材料(不同的化学成分、金相组织和性能)焊接的过程。在异种金属的焊接中,常见的是异种钢的焊接,其次是异种有色金属的焊接和钢与有色金属的焊接。