| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 999 |
| 运费说明 | 1-3天 |
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |




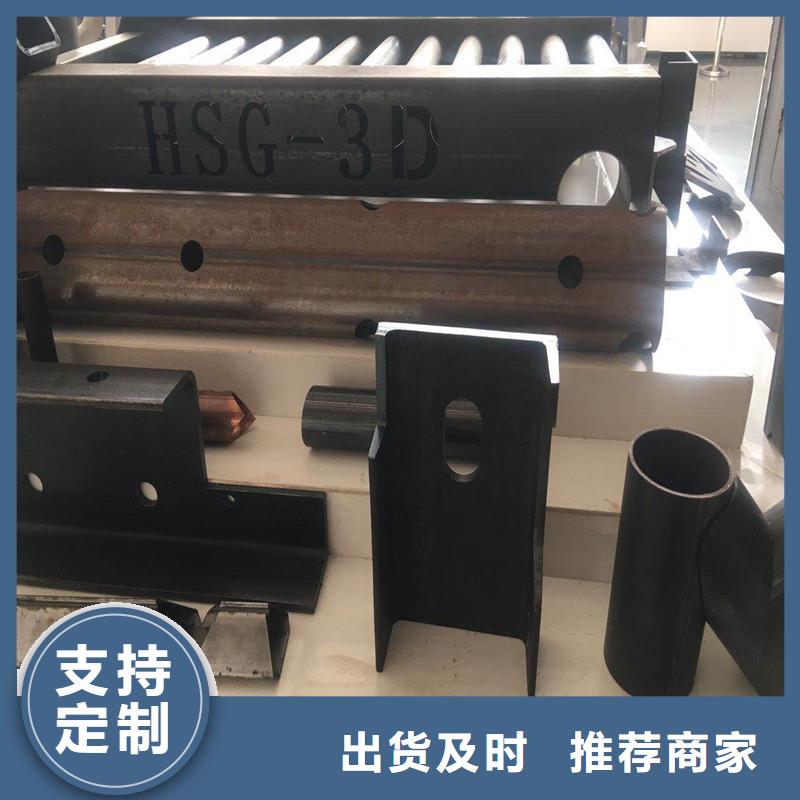
目前,激光切管过程中存在的质量问题主要有:零件引出点过热、零件拐角过热、切管表面倾斜、圆形零件变形或无法闭合等,直接导致管材浪费严重,切管生产效率低下。数控切管技术是指数控制系统在切管控制软件中提供先进的切管工艺和丰富的经验,使切管操作人员通过熟练使用该控制系统,实现高质量、高 效率的数控切割。数控激光切管技术是一种大批量、高 效率、高质量的切管生产方式,数控切管的核心是数控切管系统 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打。
由于管道切割(尤其是小直径的方管),溶解的炉渣附着在管道内壁,切割产生的大部分热量被工件吸收。当切割密度较大时,往往会造成管材过热、四角及四角过烧,严重影响切割质量,甚至无法切割。对于这类问题可以采用:1、增加氧气压力的方法;2、通过软件提高锐角合成的速度。3、激光切割头皮带高度传感伺服系统能保证在切割过程中,切割喷嘴与工件台面高度保持一致(焦点一致),使切割效果不受工件表面变化的影响。

铝合金焊接气孔铝合金的种类很多,其气孔也不尽相同 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打,但通常不同于以下几种气孔。
1)保护气体产生的气孔。高能激光焊接铝合金过程中,由于熔池底部小孔前的金属强烈蒸发,保护气体被吸入熔池内形成气泡。当气泡不逸出时,它们仍然停留在固态铝合金中,成为孔隙。
孔洞由一个小洞坍塌而形成的孔洞在激光焊接过程中,当表面张力大于蒸汽压时,小孔就会不稳定而坍塌,金属来不及填充小孔。也有很多实际的措施减少或避免气孔缺陷在铝合金的激光焊接如调整激光功率波形减少不稳定的小洞崩溃改变光束集中高度和倾斜照射应用电磁场在真空焊接过程和焊接效果。近年来,采用充丝或预凝合金粉末、复合热源和双聚焦技术来降低孔隙率,效果良好。
3)氢气孔。激光切管铝合金在有氢存在的情况下熔化时,其内部的氢含量可以达到0.69ml/100g以上。但凝固后,合金在平衡态的溶氢能力只有0.036ml/100g,相差近20倍。因此,在液态铝向固态过渡的过程中,须将液态铝中多余的氢析出。如果析出的氢不能顺利地漂浮和逸出,就会聚集成气泡,以气孔的形式留在固态铝合金中。
4.铝合金的裂纹问题

激光切割技术是一项生产效率高、生产率高的技术。激光切管机有四个优点。1. 切削精度高,尺寸精度高,切削光洁,无毛刺,材料损耗小;2. 激光切割的热影响区很小 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打,几乎不存在热变形和氧化现象。可以制作出高质量、更一致的零件,尤其有利于后续的自动焊接;3.切割效率高,可实现批量生产。激光切割的所有操作都可以统一到同一个单元作为一个连续的操作流程,大大缩短了物流时间。标准管材长度为6米,采用传统加工方法需要非常重的夹紧,而激光加工可以轻松的完成数米管材的夹紧和定位,使得批量加工成为可能。4. 激光切割机采用数字系统控制,这也是激光切割机切割管材的优点之一。首先,它保证了准确性和灵活性。激光管切割技术可以加工任何已编程的形状,可以完成任意方向的切割。模板的形状可以在没有任何工具的帮助下快速改变。在不影响整个生产过程的情况下,修改设计方案;更大的优点是终端用户可以控制短版或中版的制作,而不用制作大量的模板,可以更快地响应客户的需求,实现个性化定制。

激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打控制断裂是利用激光开槽产生的陡峭温度分布在脆性材料中产生局部热应力,使材料沿小槽断裂。
激光切割
当聚焦的激光束照射工件时,辐照面积会急剧上升,使材料熔化或汽化。激光束一旦穿透工件,切割过程就开始了:激光束沿着轮廓线移动,同时融化材料。通常使用射流吹走切口处的熔体,在切割部分和板框之间留下一个狭窄的间隙,这几乎与聚焦的激光束相同的宽度。
火焰切割
火焰切割是切割低碳钢的标准过程,使用氧气作为切割气体。激光切管氧气加压到6bar,然后吹入切口。在那里,被加热的金属与氧气反应:它开始燃烧和氧化。化学反应释放出大量的能量(高达激光能量的5倍)来辅助激光束切割。
熔化切割
熔化切割是切割金属的另一个标准过程。也可用于切割其他易熔材料,如陶瓷。
使用氮气或氩气作为切割气体,将2- 20bar的气体压力吹过切口。氩气和氮气都是惰性气体,也就是说它们不会与切口内熔化的金属发生反应,只是把它们吹到底部。同时,惰性气体可以保护刃口不被空气氧化。
![[镇江]鸿山金属制造有限公司名片](http://ypmimg.sys00.com/UploadImg/overDate/new_card.jpg "[镇江]鸿山金属制造有限公司名片")