| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 999 |
| 运费说明 | 1-3天 |
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
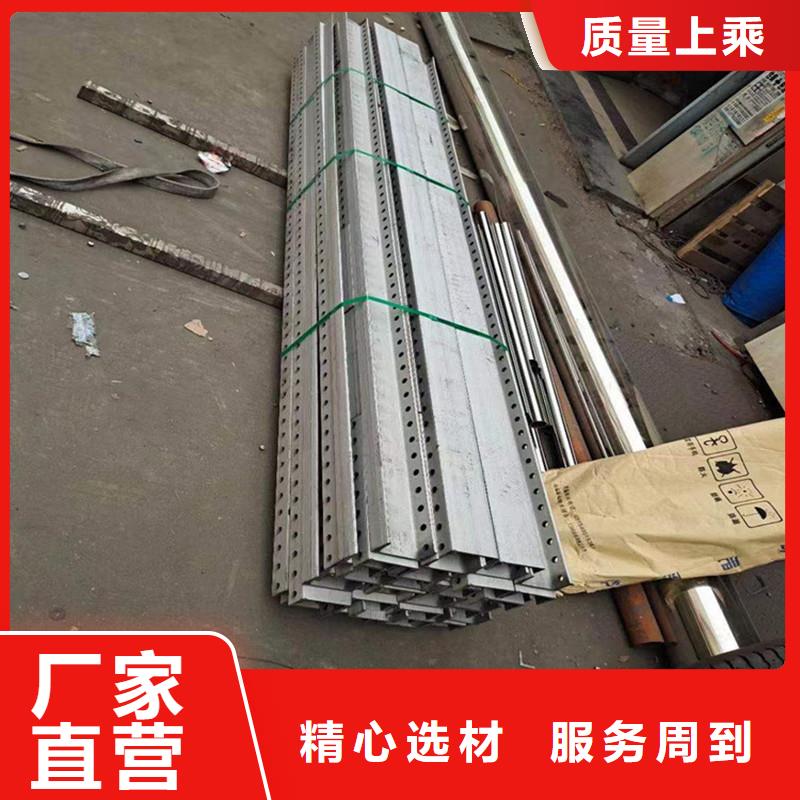
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |


1. 激光汽化切割
利用高能量密度的激光束对工件进行加热 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打,温度迅速上升,在很短的时间内达到材料的沸点。蒸汽以高速喷射出来,同时在材料上形成一个缺口。材料的汽化热一般都很大,所以激光汽化切割需要很大的功率和功率密度。
激光汽化用于切割很薄的金属和非金属材料(如纸、布、木、塑料、橡胶、泡沫等)。超短脉冲激光使该技术可以应用于其他材料。金属中的自由电子会吸收激光并剧烈加热。激光脉冲不与熔融粒子和等离子体发生反应,物质直接升华,没有时间将能量以热的形式转移到周围的物质。皮秒脉冲烧蚀过程中没有明显的热效应、熔化和毛刺形成。
2. 激光熔化切割
在激光熔化切割中,通过激光加热熔化金属材料,然后通过与光束同轴的喷嘴注入非氧化气体(AR、he、N等),液态金属被气体的强大压力排出,形成切口。激光熔融切割不需要将金属完全汽化,所需能量仅为汽化切割的1 / 10。激光切管
激光熔切主要用于切割一些不氧化的材料或活性金属,如不锈钢、钛、铝及其合金,也可用于切割其他易熔材料,如陶瓷。

节省工序:不锈钢管激光切割机让您节省人工和复杂的多工序加工(锯、钻、开槽、磨),同时节省中间物流环节和存储成本。与传统的切削加工相比,单工件加工成本更 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打低。护栏可能是日常生活和社会中被忽视的东西之一。但提到“栅栏”,我想你会突然意识到,脑海中不禁浮现出它曾经擦肩而过的场景。原来,围墙一直在悄悄地守护着我们的四周;原本,护栏在生活中随处可见。
护栏的种类和用途很多,激光切管其中不锈钢等金属复合管因其耐腐蚀、耐老化、美观牢固等优点在护栏领域得到了广泛的应用。护栏按用途可分为公路护栏、街道护栏、市政护栏、弧形护栏、北京风格护栏、景观护栏、防眩光护栏、楼梯护栏、阳台护栏、绿地护栏等,广泛应用于别墅、学校、酒店、娱乐场所、交通场所、高速公路等。

激光管切割技术是一种生产效率高、生产率强的技术,只要在有限时间里还可以修改设计方案,并且不会影响整个产品生产过程;更大的好处是,用户可以控制短版或中版的生产,而不是制作大量的模板,这样可以更快地响应客户的需求,因此无需制作模具。从灵活性的角度看,激光切割技术可以加工任何已编程的形状;激光可以在任何方向切割。模板的形状可以在没有任何工具的帮助下快速更改,从而使处理具有竞争力的个性化包装或品牌成为可能。准确度也是数字系统的优点之一。激光加工可以补偿印刷和印后加工中的误差。例如,材料可能会被拉伸和变形,而激光可以根据这些变形进行调整,这是传统模板无法做到的。激光切管产品的加工是一项非常准确的高水平技术,当然前期也需要一定的成本投入,下面将围绕激光切管的相关问题提供有针对性的解决方案。

不锈钢、铝合金及其他高温合金管道激光切管通过特殊的控制技术和处理技术根据超耐热不锈钢管熔化切割的特点我们可以选择不同的电火花线切割方法角脉冲切削控制和角落治疗功能以减少溅芯片的出现很大地提高稳定性的锐角切割、聚焦透镜的减少污染提高了聚焦透镜的生产质量和使用寿命。在切割尖角时,通过使用不同的激光功率、脉冲频率和脉冲占空比,可以保证尖角切割轮廓的质量,提高切割效率。一般来说,钣金加工是对厚度小于6mm的钣金进行剪切、冲孔、切割、复合、折叠、焊接、铆接、拼接、成型等综合冷加工工艺。其中,焊接是一个非常重要的环节。金属焊接在钣金加工中存在一些焊接前、焊接中以及焊接标准中需要注意的问题。 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打