| 产品参数 | |
|---|---|
| 产品价格 | 10 |
| 发货期限 | 电议 |
| 供货总量 | 1000 |
| 运费说明 | 按距离 |
| 最小起订 | 1000克 |
| 是否厂家 | 是 |
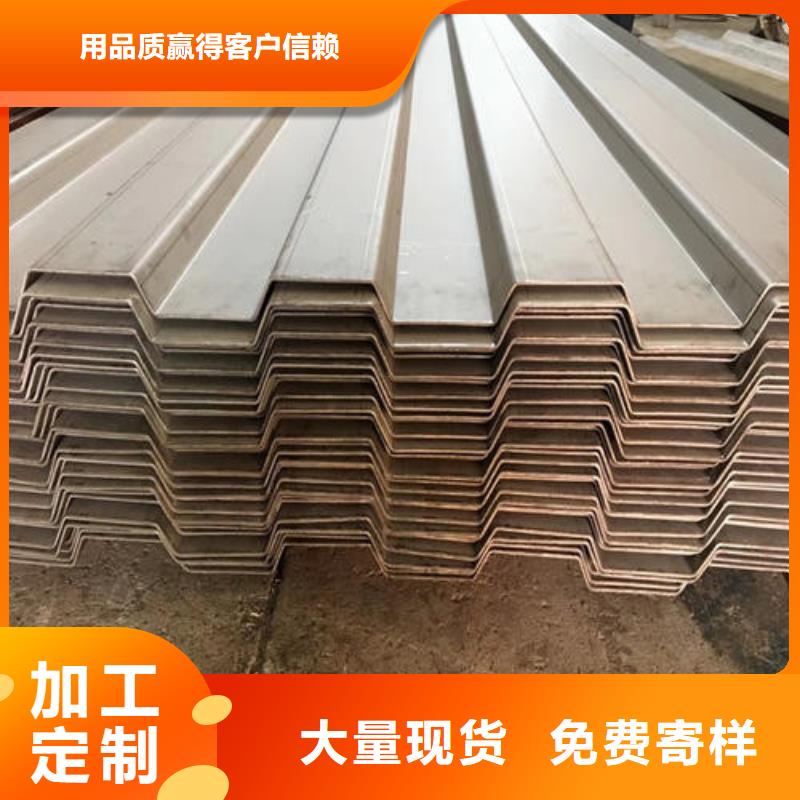
| 厚度 | 1.8毫米 |
| 发货方式 | 物流运输 |
| 长度 | 4米 |
| 质量等级 | 非标 |
| 产品种类 | 316不锈钢板 |
| 颜色 | 黄色 |





不锈钢按制法分热轧和冷轧的两种,包括厚度0.5.10-885毫米72938的薄冷板和4.5-100毫米的中厚板。要求能承受草酸、硫酸-硫酸铁、硝酸、硝酸- 、硫酸-硫酸铜、磷酸、甲酸、乙酸等各种酸的腐蚀,广泛用于化工、食品、医药、造纸、石油、原子能等工业,以及建筑、厨具、餐具、车辆、家用电器各类零部件。为了保证各类不锈钢板的屈服强度、抗拉强度、伸长率和硬度等力学性能符合要求,钢板交货前必须经过退火、固溶处理、时效处理等热处理05.10 88.57.29.38特别符号。不锈钢的耐腐蚀性主要取决于它的合金成分(铬、镍、钛、硅、铝、锰、等)和内部的组织结构。按制法分热轧和冷轧的两种,按钢种的组织特征分为5类:奥氏体型、奥氏体-铁素体型、铁素体型、马氏体型、沉淀硬化型。不锈钢板表面光洁,有较高的塑性、韧性和机械强度,耐酸、碱性气体、溶液和其他介质的腐蚀。它是一种不容易生锈的合金钢,但不是 不生锈。
不锈钢板具有与不稳定的镍铬合金304相似的抵挡一般腐蚀的能力。在碳化铬程度的温度范围中的长时间加热可能会影响合金321和347在恶劣的腐蚀介质中的。主要用于高温应用,高温应用要求材料有强的抗敏化性,以防止在较低温度的粒间腐蚀。不锈钢板都具有高温抗氧化性,但是,氧化率会受暴露环境以及产品形态等固有因素的影响。不锈钢能保持表面整洁,因此它的传热性比其它导热系数更高的金属更好。锈钢板的技术标准 不锈钢板耐蚀性、弯曲加工性能和焊接部位韧性、以及焊接部位的冲压加工性能优良的高强度不锈钢板及其制造方法。具体说是把含C:0.02%以下、N:0.02%以下、Cr:11%以上小于17%、适当含量的Si、Mn、P、S、Al、Ni,而且满足12≤Cr Mo 1.5Si≤17、1≤Ni 30(C N) 0.5(Mn Cu)≤4、Cr 0.5(Ni Cu) 3.3Mo≥16.0、0.006≤C N≤0.030的不锈钢板加热到850~1250℃,然后进行以1℃/s以上的冷却速度冷却的热处理。

焊接飞溅与焊接工艺有很大关系。例如:GTAM(气体保护钨极电弧焊)或TIG(惰性气体保护钨极焊)没有飞溅。但是,采用GMAW(气体保护金属电弧焊)和FCAW(带焊剂芯的电弧焊)两种焊接工艺时如果焊接参数使用不当会造成大量飞溅。出现这种情况时,必须调整参数。如果要解决焊接飞溅的问题,焊接前应在接头的每一边涂上防溅剂,这样可以飞溅物的附着力。焊完后可以很容易地将这种防溅剂及各种飞溅物清理掉,可不损伤表面或带来轻微损伤。
利用焊剂进行焊接的工艺有手工焊,带焊剂芯电弧焊和埋弧焊,这些焊接工艺都会在表面留下细小的焊剂颗粒,普通的清理方法无法将它们掉。这此颗粒将是缝隙腐蚀的腐蚀源,必须采用机械清理方法去除这些残留焊剂。

国内现货304不锈钢板价格呈现一波翻红行情,尽管能够是短时的,但却是久别的。铁矿石供大于求的基本格式未变。在钢材和钢坯价格接连大涨的带动下,现货钢市决心趋强,不过,随着和钢坯价格上涨动力的逐步削弱,市场又逐步安静不少。
11月上旬、中旬市场将要看河北省这次控产方法实践影响的产值究竟怎么,的确如通知所需求,一、二类要点区域内的钢厂停产、限产,那国内304不锈钢板价格仍能够保持一段时间的上涨,但假如停产、限产的实践钢厂数量相对较少,那很能够呈现价格再度下跌的危险。
从操作上来看,单纯要囤货、赚取差价的客户,假如在价格上涨前期您挑选了囤货,能够并不急于出货,能够再观察观察,究竟这些资本的赢利较为客观,即使小幅回落后再卖也能承受;假如如今还没进货,笔者主张暂缓进货,当前看304不锈钢板价格继续冲高的动力现已削弱,如今再出手囤货,能够呈现亏本的危险。
近期原材料铁矿石价格继续拉涨,对304不锈钢板价格起到支持效果,多重利好之下,钢价呈现了一波可贵的翻红行情。供需的改进和的利好,让钢价上涨的行情能够还会继续,但受制于总体市场状况,未来价格反弹空间有限。

3避免激光焊接变形的有效对策为了激光焊接变形问题,不锈钢板焊接质量,可以从焊接工艺参数入手,具体操作方法如下:(1)积极引进正交实验法正交实验法主要是指一种通过正交表分析和安排多因素试验的数理统计方法。
通常情况下,激光焊接主要分为热导焊与深熔焊两类。2焊接变形产生的危害及影响焊接变形的主要因素影响焊接变形的主要因素有焊接电流、脉宽及遥。由此可见,加强对焊接变形的有效控制势在必行。其能够利用较少的试验获取有效的结果,并推断出实施方案。
同时,还能够进行深入分析,获取更多相关信息,为具体工作提供依据。一般选择焊接电流、脉冲宽度及激光等作为重点考察对象,将焊接变形视为指标,将其控制在值,并坚持合理原则,将因素水平控制在适当范围内。
如对于厚度为0.5mm的不锈钢板,电流可以控制在80~96I/A之间;为2~5f/Hz之间等。(2)正交表的选择通常情况下,试验因素水平数应与正交表中的水平数相一致,因素个数应小于正交表中的列数,合理设计正交表能够为后续研究工作提供相应支持和帮助。