| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
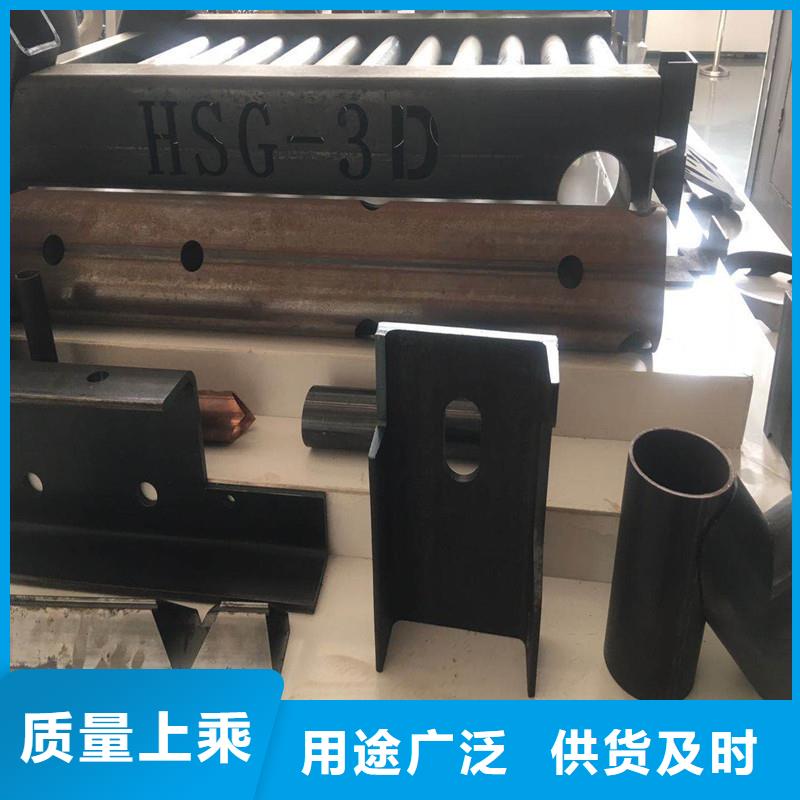
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
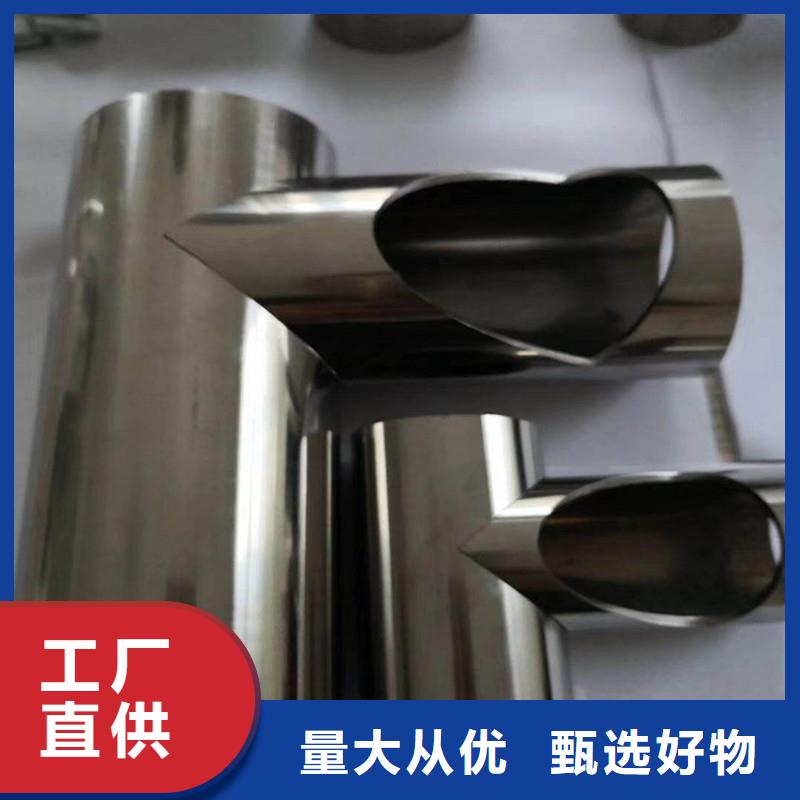
| 激光切割 | 氧气精密切割 |
| 精密开孔 | 公差0.05 |
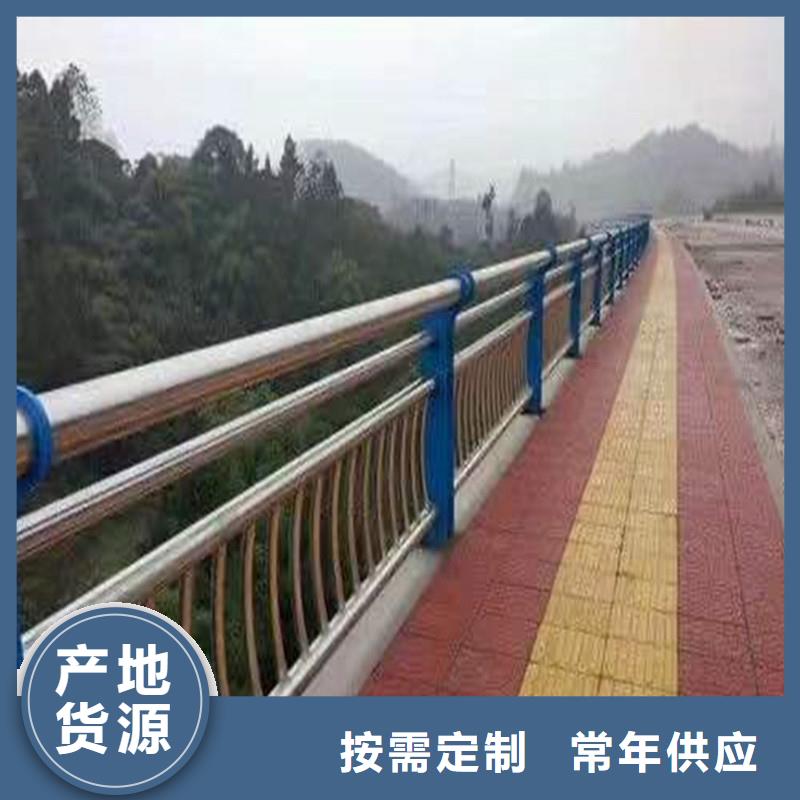
针对以上提出的解决方案 激光打孔是通过高功率密度 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打,有针对性的解决,势必会提高激光切管加工设备的使用效率,从而改善切管效率低、切管质量差,造成严重的管材浪费,提高企业生产加工产品的效率,为企业创造更好的利润。近年来,三维激光管切割技术发展迅速,应用领域越来越广泛,特别是在汽车、模具和航空制造业。在汽车工业中,采用三维激光管切割技术对车身管类零件进行切割,可以替代传统制造工艺中的修边模和冲孔模。工艺步骤简单,制造周期短,切割速度快,狭缝宽度小,加工质量高,同时也能大大降低成本。缩短新车型的开发周期。具有良好的经济价值和应用前景。工业上常用的三维激光切割设备有两种:三维激光切割机床和激光切割机器人。三维激光切割机刚性好,加工速度快,加工精度高,但激光头接近加工区域能力差,价格昂贵。虽然激光切割机器人具有很高的柔性,增强了激光头接近加工区域的能力,并且可以利用光纤传输的高功率固体激光器进行高柔性加工。但在加工速度和加工精度上还不如三维激光切割机床。因此,为了提高切割精度和切割质量,世界各大汽车公司普遍采用三维激光切割机床。