| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |
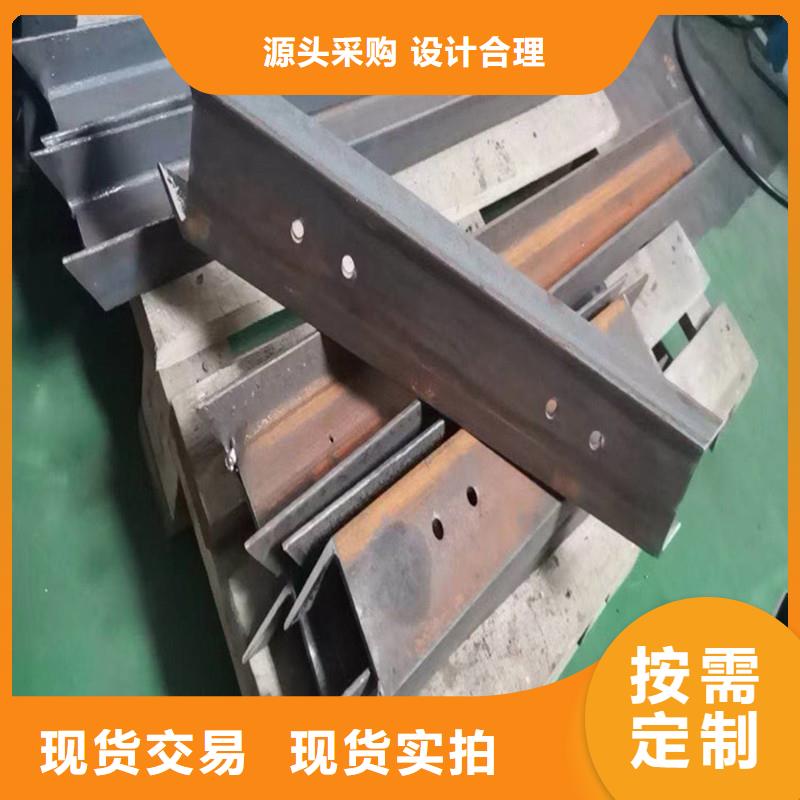
| 机械加工 | 激光切割 |
| 图纸定制 | 可出图纸 |
| 包工包料 | 免费出图纸 |
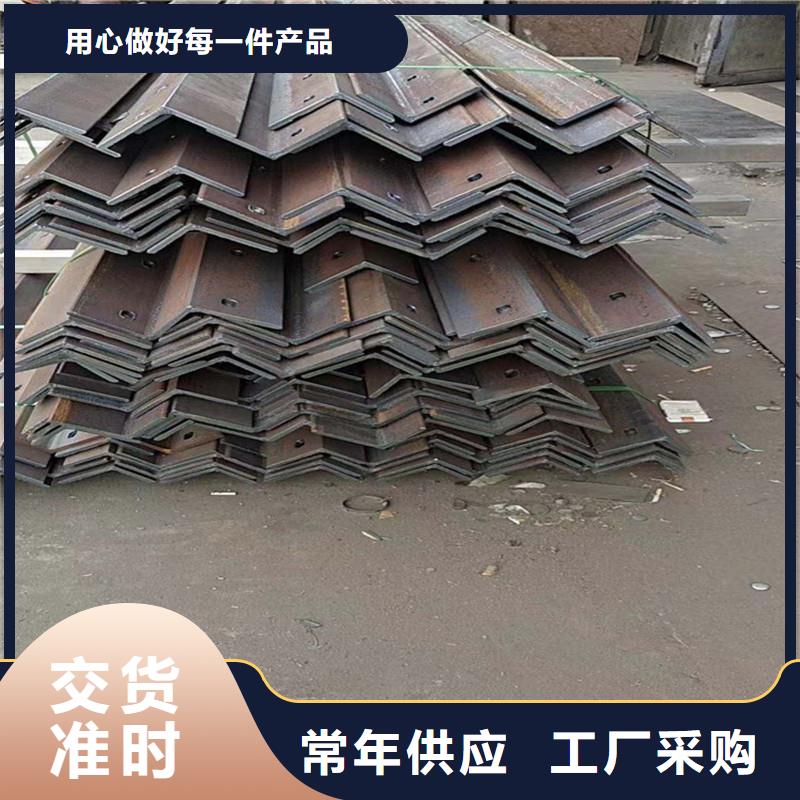
| 激光切割 | 氧气精密切割 |
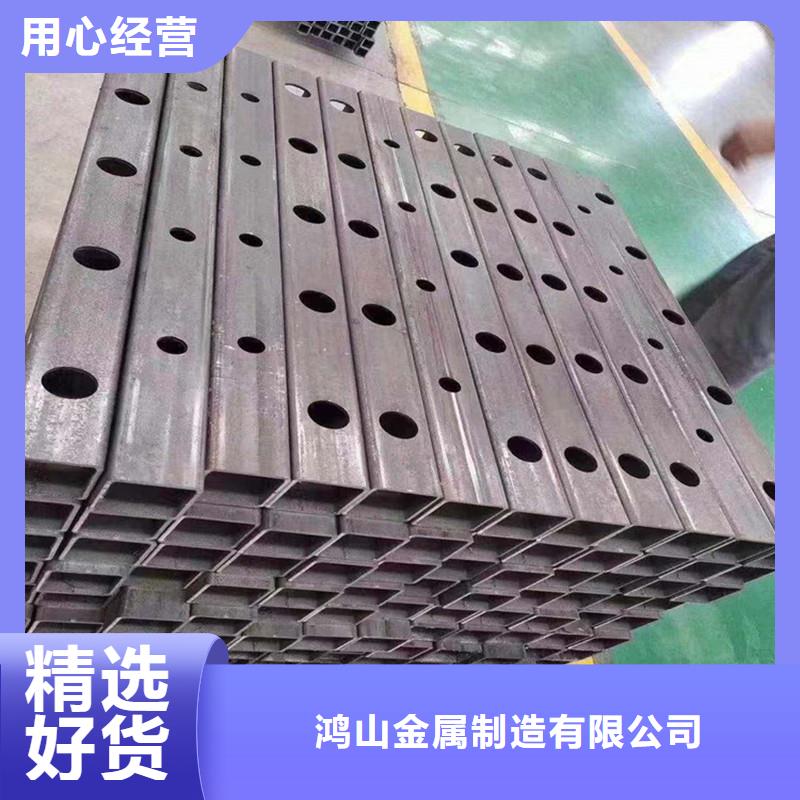
| 精密开孔 | 公差0.05 |
联合的形式有三种基本情况即两个不同的贱金属的联合联合相同的贱金属但不同的填充金属(如联合与奥氏体中碳调质钢焊接的焊 激光打孔是通过高功率密度、短时间停留(低于激光切割)的脉冲热源进行打孔的激光加工技术。孔径的形成可以通过单脉冲或多脉冲实现。 在打孔过程中首先使用打接材料)和复合金属板的联合。激光切管不同材料的焊接是将两种不同的金属焊接在一起,产生与母材具有不同性能和组织的过渡层。由于不同金属在元素性能、物理性能和化学性能上存在显著差异,不同金属的焊接在焊接机理和操作工艺上要比相同材料复杂得多。
异种材料焊接存在的主要问题如下
1. 不同材料之间的熔点差异越大,越难焊接。
这是因为当低熔点的材料达到熔化状态时,高熔点的材料仍处于固态。此时,熔化的材料容易渗透到过热区晶界,造成低熔点材料的损失,合金元素的燃烧或蒸发,使焊接接头难以焊接。例如,在焊接铁和铅时(熔点差别很大),两种材料在固态时既不能相互溶解,在液态时也不能相互溶解。液态金属呈层状分布,冷却后分别结晶。