| 产品参数 | |
|---|---|
| 产品价格 | 3500/吨 |
| 发货期限 | 1天内 |
| 供货总量 | 汽运 |
| 运费说明 | 汽运 |
| 最小起订 | 1 |
| 质量等级 | 一级 |
| 是否厂家 | 是 |
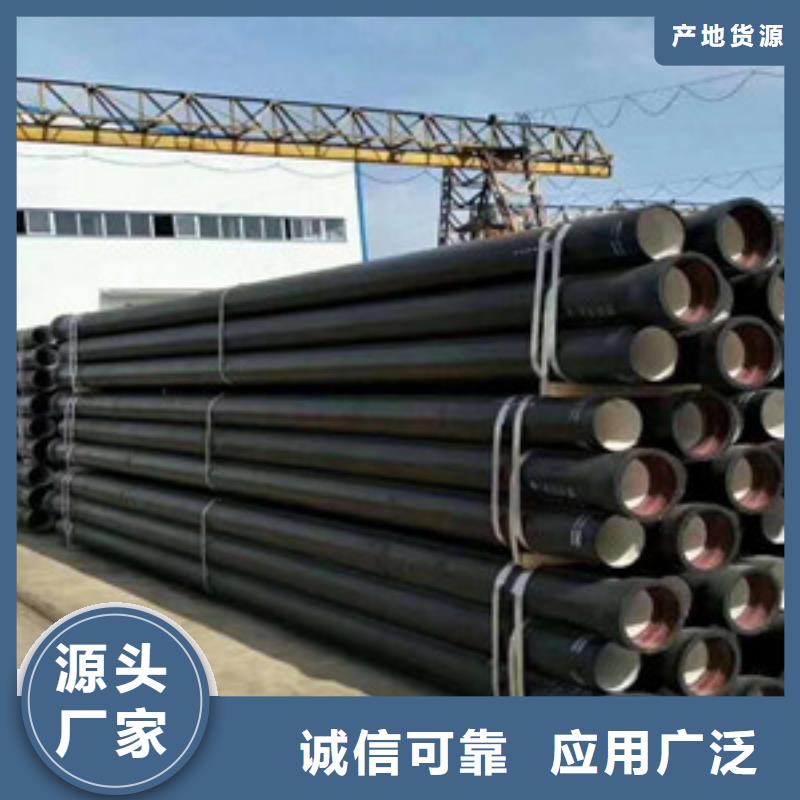
| 产品材质 | 球墨铸铁 |
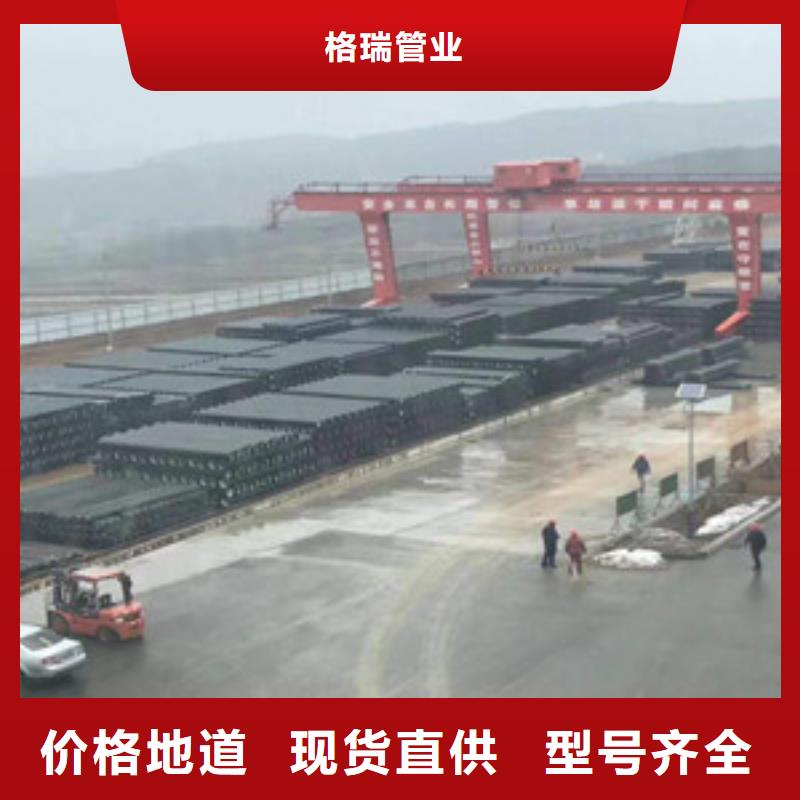
| 产品品牌 | 格瑞 |
| 产品规格 | 100-1400 |
| 发货城市 | 全国 |
| 产品产地 | 聊城 |
| 加工定制 | 是 |
| 产品型号 | DN100 |
| 可售卖地 | 全国 |
| 产品重量 | 0.095 |
| 产品颜色 | 黑色 |
| 质保时间 | 70 |
| 外形尺寸 | 圆形 |
| 适用领域 | 市政工程 |
| 是否进口 | 否 |
| 品牌 | 格瑞 |
| 规格 | DN100-1400 |
| 加工工艺 | 离心浇铸 |
| 类型 | 球墨铸铁 |
| 用途 | 市政给水消防排污 |
| 可售地 | 全国 |
| 计重方式 | 理计 |



山东格瑞球墨铸铁管公司的产品质量有保证,价格合理,以诚为本。公司秉承“顾客至上,锐意进取”的经营理念,坚持“客户”的原则为广大客户提供优质的服务。欢迎惠顾! 诚、求真、务实、是格瑞球墨铸铁管公司的宗旨和企业的灵魂,面对新世纪发展机遇,和我国中部崛起战略的实施我们将以实际行动履行客户的期望,必须遵循合金凝固原则。就消失模铸造灰铸铁来说,一般尽可能按“顺序凝固”原则考虑,除了对壁厚均匀的铸件按同时凝固原则考虑外,所确定的内浇道位置、方向和个数应符合铸件凝固的“顺序”原则,对厚实部位采用加快冷却,使其能同时凝固,尽量使快速、平稳充型,能够有效补缩。消失模凝固原则就是使模样的横截面积自下而上逐渐增大,这样有利于排气与浮渣,有利于补缩,气孔、缩孔缺陷,获得组织致密的优良铸件。球墨铸铁管公司在优质的服务与稳定的产品质量中赢得客户的认可和任,在不断创新中实现自身的价值。
球墨铸铁上很难得到高质量的焊补。焊补过程将会改变该处的球墨铸铁的金相组织。修补部位可能留下一个缺陷,比如夹渣。它会加速腐蚀速度。修补仅限于管道表面,如果是影响正常使用的深裂纹,裂纹依然存在。
该标准是国内 炼焦化学工业大气污染物排放地方标准。球墨铸铁管一是加严对焦化各工序颗粒物排放的控制,颗粒物的超低排放限值均为10 mg/m³;二是对焦炉烟气实施超低排放控制,球墨铸铁管在基准含氧量8%条件下,颗粒物、二氧化硫、氮氧化物排放限值分别为10mg/m³、30mg/m³、130 mg/m³。球墨铸铁管上述排放限值也低于 《炼焦化学工业污染物排放标准》(GB16171-2012)中的大气污染物特别排放限值标准(颗粒物15mg/m³、二氧化硫30mg/m³、氮氧化物150mg/m³),达到了国内外现行标准的严水平。

球墨铸铁管安装接头。 将插口插入承口,使要连接的管子或管件的中轴线相重合,使用一个导链在管项部缓缓拉紧,直到管承口进入到两条白线中间。管子的偏转。 管子的接口允许偏转3°,若管线的偏转角度较大,球墨铸铁管可采用多只管子偏转,应避免单只管子接口偏转角度太大,一般10°以内的角度可使用3~4根管子偏转,球墨铸铁管不必使用弯管。切管。 有些管子因野蛮装卸,造成插口端碰裂或变形,故需要将此部分切掉,同时由于要安装弯管、阀门等,球墨铸铁管需要不同长度的管子,也需切管。切管工具可使用砂轮切割机。切割时应沿管子一周作好切割线标记,这样便于切得平直。新切割的管子插口端**削边倒角和磨光,使其与原来的插口端外观尺寸相同。

球墨铸铁管就是按传统的拉管工艺制作的管(也就是说的连续球墨铸铁管),质量不是很能保证。
离心球墨铸铁管是按离心浇铸的工艺制作的管,这种管的质量能保证。主要用于输水、输油、输气的管道。
水冷金属型球墨铸铁管单支长度为6米,目前市场主流球墨管均为水冷金属型球墨铸铁管。热膜铸造工艺的球墨管一般为单支长度8米,采用此种工艺生产的球墨铸铁管一般为大口径管道。比如DN1000以上。
2.2.1 确定合理的加热温度和退火时间 球墨铸铁管的退火工艺要求退火温度不宜过高,退火时间也不宜过长,这对于节约能源以及减小球铁管的变形是很有利的。但是退火温度和退火时间是相互制约的,降低退火温度就要增加退火时间;缩短退火时间就要提高退火温度,否则就会大大降低球铁管的延伸率。针对这种情况,根据以往的经验,在满足退火工艺要求而又不使管子变形超差的条件下,确定了不同规格的球铁管在退火炉加热段的退火温度和退火时间泡沫模样材料采用普通的EPS发泡成型。为保证泡沫模样尺寸精度与刚性,减少多次拼接造成误差和变形的原则,大口径球墨铸铁管件的泡沫模样一般由四个部位组成(承口部位、插口部位、管体部位、法兰部位),用冷胶粘结成形。考虑到球墨铸铁管件尺寸较大,在上涂料和造型时模样将会承受到较大的作用力,泡沫模样密度取0.022g/cm3 至0.024g/cm3。浇注系统选用0.020g/cm3泡沫塑料(EPS)板材制作。