| 产品参数 | |
|---|---|
| 产品价格 | 电议 |
| 发货期限 | 电议 |
| 供货总量 | 电议 |
| 运费说明 | 电议 |

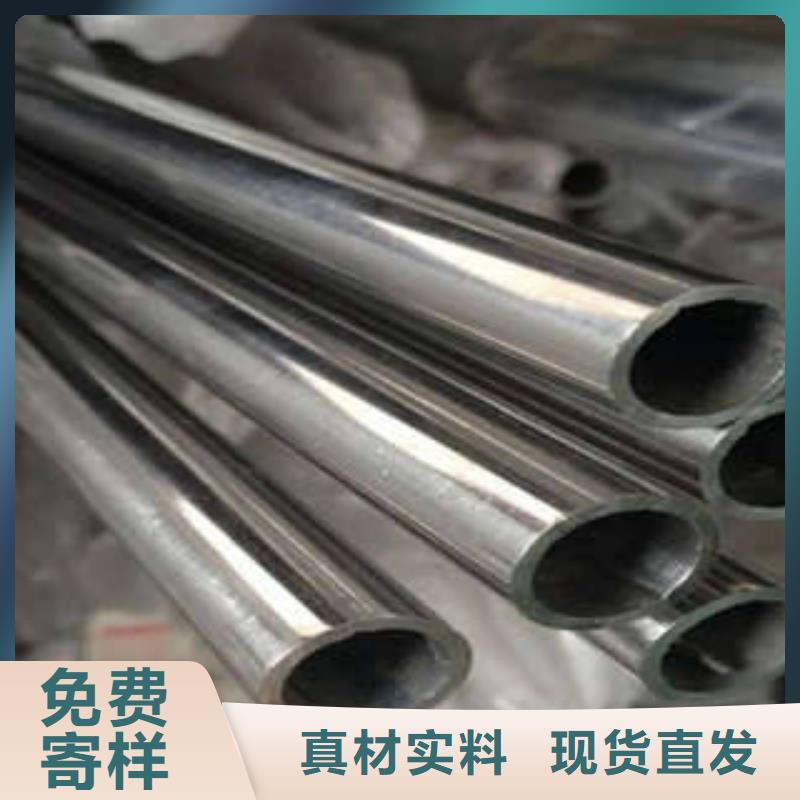
我们经常可以发现不锈钢焊管在冷拔或冷轧后会出现头尾增厚的问题,退火前我们需要用砂轮机切掉不锈钢焊管厚的这部分,并对两端进行打磨。您知道为何会出现壁厚增加的现象吗?这部分增厚长度又如何计算?,由于不锈钢焊管前、后端处于张力建立和消失的两个不稳定阶段,此时不锈钢焊管所受的张力比中间处于稳定轧制阶段的要小,结果造成不锈钢焊管前、后端的管壁厚度比中间的略厚,使切头、切尾长度增加,金属消耗增多。那么,如何计算不锈钢焊管轧制过程中头尾增厚的长度?不锈钢工业焊管两端增厚长度,一般随总变形量、机架间距、平均张力系数和轧制速度的增大而增加,但随单机架的减径率、S/D值、轧辊理想直径和摩擦系数的增大而减短。此外,合金钢不锈钢焊管的增厚长度通常比碳钢大,实际生产计算时可采用经验估算。由于单价比较高,因此在对不锈钢焊管头尾增厚部分进行切除时有着严格的工艺要求,若是切的过多会对不锈钢焊管整体长度产生影响,但若是切的太少也会导致增厚部分过多,这也不符合生产要求。


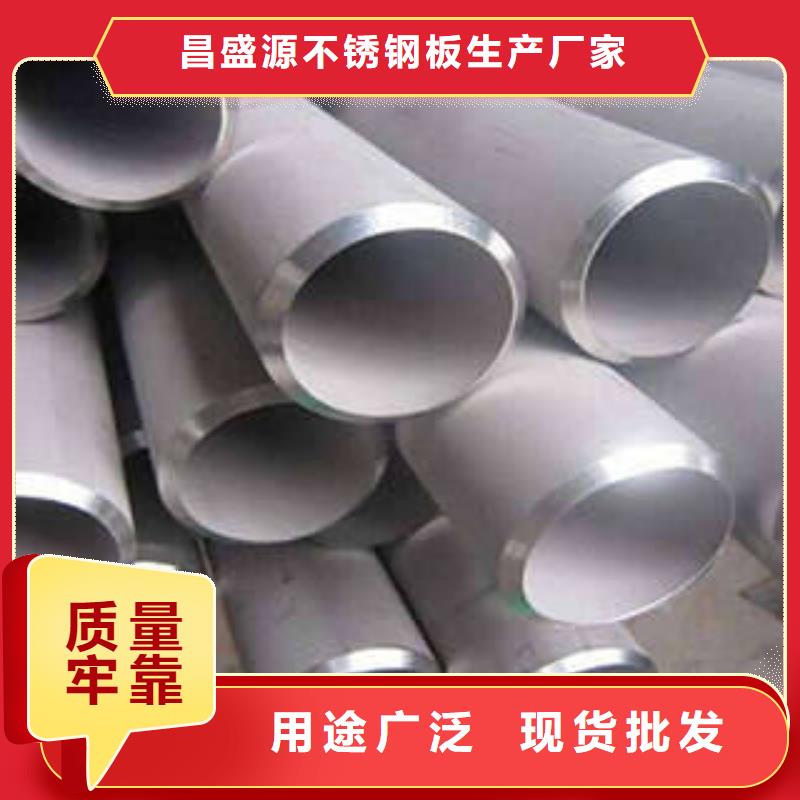
厂区内,特别是轧机机位周边地面上、沟槽内(包括其他有油污产生并可能被雨水带出的沟槽、场地)必须立即着手清理干净,轧机出管处的滴油接油盘必须保护到位;除了生产过程中的污染防治,不锈钢焊管企业还可以通过提高能源利用率、对末端污物进行处理的方式来实现不锈钢焊管生产的进一步环保化,促进企业经济效益与环境效益和谐发展。目前,随着社会经济的迅速发展,不锈钢焊管市场更新的速度不断加快,机械制造行业的企业管理模式需要不断更新。不锈钢焊管企业要加强对市场变化的灵活适应目前不少中小型不锈钢制品企业管理对市场变化的反应比较慢,不能跟上时代的脚步,制造的灵活性、可变性等方面比较缺乏,可调节性也比较差,但是现代社会是瞬息万变的,市场的需求也在时刻发生变化。



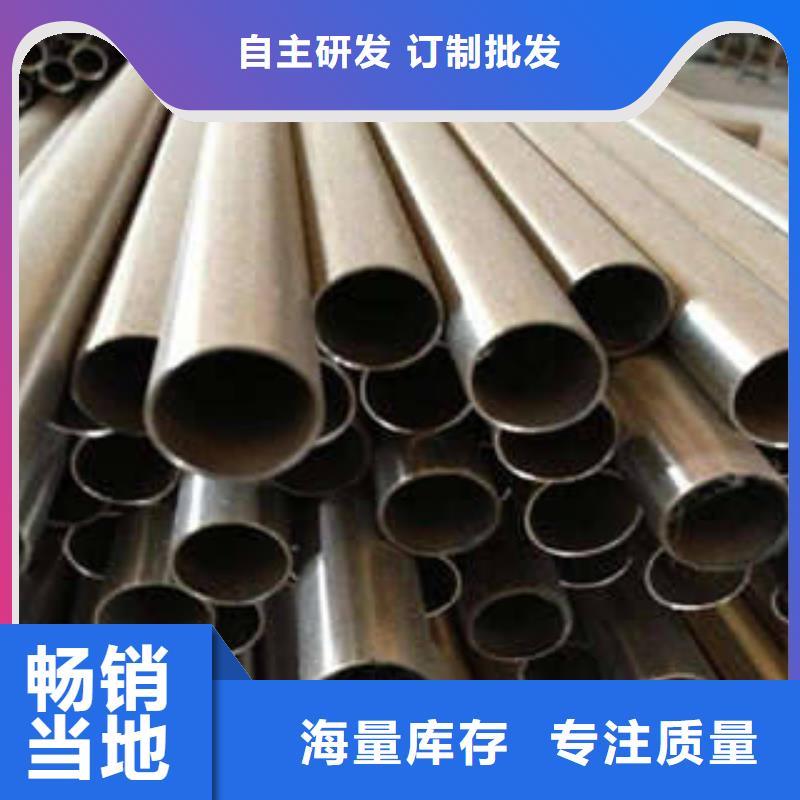
走自动化道路也是提高生产效率的一个重要途径,对于大批量的生产加工任务,采用智能控制、组合传输等自动化生产方式,循环性自动化的生产不仅可以节省劳动力,更能大幅度提高效率,而小批量的生产则可以采用成组工艺, 程度地实现自动化。随着物质和文化生活水平的不断提高,社会对不锈钢焊管(含不锈钢复合管)的需求量越来越大,对不锈钢管材的抛光也提出了更高的要求。从而不锈钢管的抛光生产线(不锈钢管抛光机)应运而生。圆管抛光机主要由上料装置、抛光主机、下料装置组成,由一台调速电机联动抛光机的三部分进行原料的同步传送。抛光主机由六组抛磨头组成,每组由一台三相电机带动。不锈钢焊管抛光机由上料装置、抛光主机、下料装置组成。抛光主机由调速电机带动,实现原料的进给传送,抛光主机由四组平抛机构和四组侧抛机构组成。



您好,感谢您在万千 不锈钢焊管中您找到了我们,关于 不锈钢焊管的任何问题,您都可以通过页面的联系方式找到我们,我们会给您细致的回答。


![[黄南]昌盛源不锈钢板生产厂家名片](http://ypmimg.sys00.com/UploadImg/855/new_card.jpg "[黄南]昌盛源不锈钢板生产厂家名片")